
Особенно модернизировались станки для очень крупных аэрокосмических деталей. Однако строители, такие как Mitsui Seiki, не упускают из виду необходимость использования более компактных ЧПУ, которые обрабатывают средних габаритов титановые детали, такие как лопатки турбины для аэрокосмической промышленности и производства электроэнергии.
Станок 550-5XB компании является примером ЧПУ, ориентированного на этот рынок. Эта машина занимает площадь в 65 квадратных футов и имеет перемещения по 550, 600 и 500 мм по осям X, Y и Z соответственно.

Пятиосевой VMC решает многие из тех же конструктивных соображений, которые характеризуют более крупные машины, подходящие для титана, но также имеют некоторые существенные исключения. Внимательный взгляд на этот класс станка оправдан, потому что преимущества меньшей, специфичной для системы могут быть менее очевидными, чем в случае более крупного станка. Другими словами, потенциальные пользователи захотят узнать, почему им нужна специальный ЧПУ для титана вместо обычного станка.
Согласно Mitsui Seiki, критерии проектирования, определенные для этого класса машин, включают в себя небольшой размер, возможность грубой и обработки деталей за один установ, а также возможность достижения высокой точности и улучшенной обработки поверхности. Также требуются периоды конкурентного цикла и привлекательная стоимость каждой запчасти.
Независимо от размера, все станки для титановых работ должны быть рассчитаны на высокую жесткость. Жесткая структура машины является основой для минимизации вибрации, что особенно проблематично при обработке титана, поскольку скорости шпинделя имеют тенденцию быть ниже и скорость подачи выше, чем при механической обработке алюминия и мягкой стали. Это создает потенциал для низкочастотных гармоник, которые производят вибрацию, и она быстро изнашивает острые края на режущих инструментах, что приводит к низкому сроку службы инструмента.
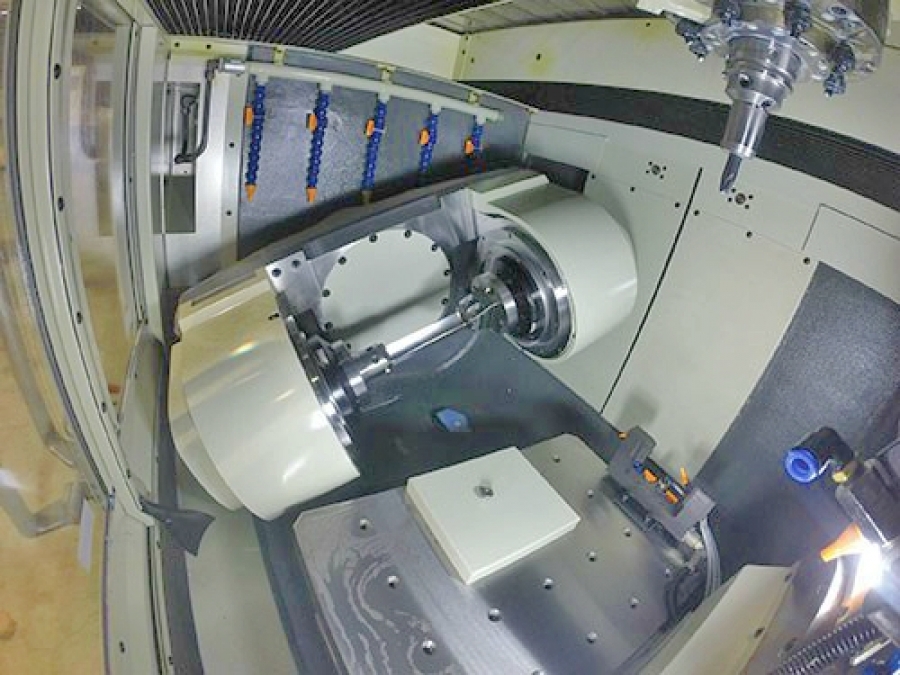
Конструкторы больших станков обычно предпочитают массу в машинных структурах, чтобы противостоять этой тенденции. Та же стратегия также эффективна для небольшой машины. Например, Vertex 550-5XB имеет однокомпонентную литую станину и дизайн "коробки в коробке", спроектированный для жесткости, сохраняя при этом небольшую площадь. Аналогично, монтажные поверхности направляющих вручную очищаются, поскольку этот метод, хотя и более дорогостоящий, повышает объемную точность и улучшает демпфирование вибрации.
Ось вращения также разработана для обеспечения точности и жесткости. Эта машина имеет необычный вращающийся / опрокидывающийся стол, который уравновешивает массу для плавного движения в осях A и B. Ось A наклоняется от 0 до 90 градусов, а ось B обеспечивает 360-градусное вращение с шагом 0,001 градуса.
Конфигурация поворотных осей идеально подходит для изготовления лопаток турбины из поковок, отливок, заготовок или сплошных заготовок. Конструкция этих поворотных осей позволяет использовать автоматические функции загрузки / выгрузки, такие как робот сочлененной рукояткой или робот-робот в стиле порталов.
Эти варианты делают его подходящим для размещения в ячейке или гибкой системе обработки. Наконец, шпиндель сконструирован таким образом, чтобы максимизировать опору подшипника, ближайшую к поверхности шпинделя, и таким образом минимизировать этот источник вибрации. Поскольку головка шпинделя не обеспечивает поворотную ось для позиционирования, она может быть построена более надежно для высоких сил тяги и высокой жесткости.
Предлагаются несколько интерфейсов инструментов, хотя рекомендуется HSK. Для производства лопаток турбины многие производители найдут, что инвестиции в VMC будут легко оправданы, особенно учитывая, что в обозримом будущем ожидается, что объем лопаток будет потребляться аэрокосмической и энергетической отраслями.






