
Нагрузка определяется тем, какая часть окружности фрезы участвует в резании, также называемой «углом зацепления». Траектории постоянной нагрузки имеют постоянные углы зацепления. Обычные траектории имеют гораздо более высокие нагрузки в углах.
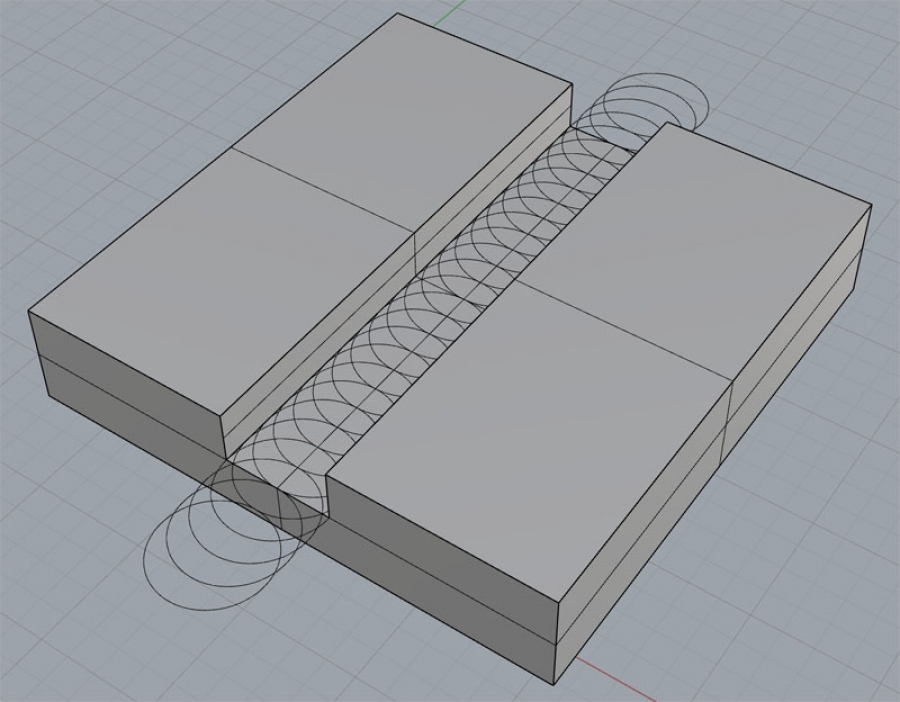
В то время как некоторые называют все траектории инструмента HSM с постоянным зацеплением как «трохоидальные», этот термин конкретно относится к траекториям, которые следуют по спирали, показанной на рисунке.
Как и все траектории в стиле HSM, постоянная загрузка означает, что мы можем использовать более высокую скорость подачи и скорость. Но один недостаток трохоидального фрезерования, о котором все беспокоятся, заключается в том, что все эти движения значительно увеличивают износ шариковых винтов и направляющих вашего станка с ЧПУ, особенно если учесть гораздо более высокую скорость подачи и скорости.
Преимущество в скорости обработки обычно составляет 20% или более процентов, но самое большое преимущество заключается в увеличении срока службы инструмента. Преимущество срока службы инструмента еще лучше для таких жестких материалов, как титан.
Трохоидальное фрезерование наиболее продуктивно в сложных условиях обработки, таких как микромеханическая обработка, жесткие материалы и нестабильная обработка.
Трохоидальное фрезерование уменьшает резкие скачки силы резания из-за уменьшения углов при резании. Это полезно для микрообработки, где такие нагрузки легко ломают маленькие и тонкие режущие инструменты.
В действительно экстремальных случаях, когда мы должны уменьшить силы резания за счет скорости удаления материала, мы обнаруживаем, что можем уменьшить силу резания на целых 60%, сохраняя при этом скорости удаления материала в пределах 20% от традиционных методов фрезерования. Это может быть исключительным преимуществом в сложной ситуации обработки, такой как обработка тонких стенок или очень глубоких карманов с помощью инструментов малого диаметра.
Требования для трохоидального фрезерования
Для того, чтобы трохоидальное фрезерование могло использовать свое преимущество, достаточно, чтобы диаметр фрезы не превышал 70% ширины паза.






