
Длина каждого режущего инструмента, которая указывается в регистре смещения, определяет, могут ли достигнуты крайние положения инструмента с вылетом его рабочей части.
Горизонтальный обрабатывающий центр (HMC) имеет такую же проблему.
Однако при горизонтальном положении минимальная позиция Z шпинделя обычно указывается от центральной линии стола, а не от верхней части стола. Подобная проблема особенно проблематична с максимальной позицией Z шпинделя на HMC. Режущему инструменту может потребоваться очистить большой фланец, который находится на одном уровне с краем стола, а затем достать до детали. Ось Z, возможно, не сможет выполнить резервное копирование достаточно далеко, чтобы обеспечить необходимый зазор.
Без явных инструкций по настройке длина режущего инструмента будет меняться от одного запуска задания к другому. Простая в использовании программа установки может использоваться для проверки проблем вылета перед запуском детали, что устраняет длительные задержки во время проверки программы.
Чтобы использовать эту программу, определите эти постоянные значения:
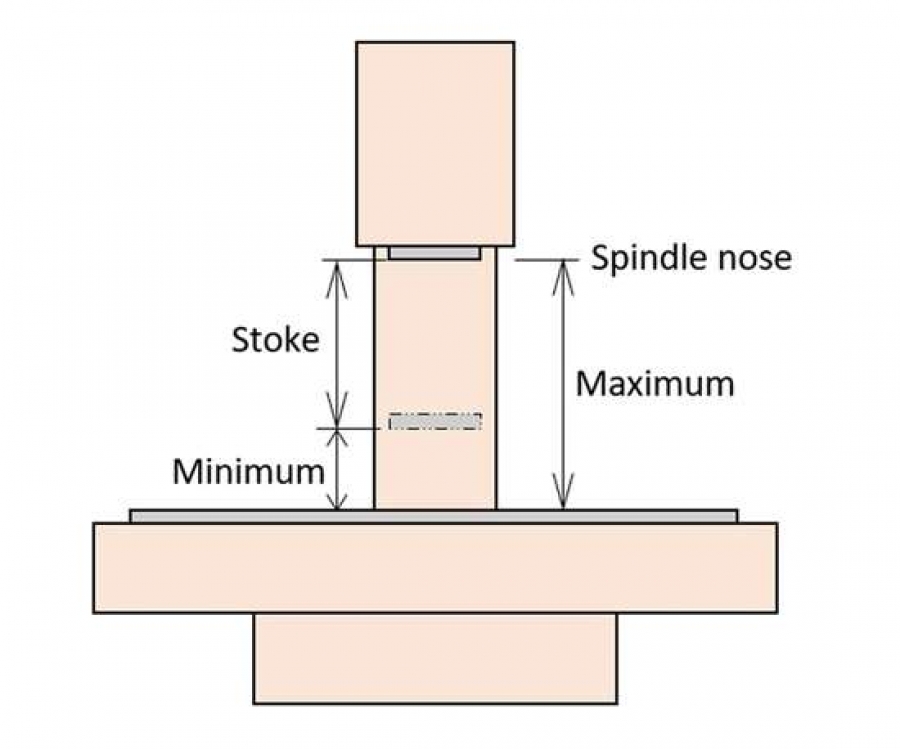
Расстояние от стола (или центра стола) до вершины шпинделя в исходной позиции оси Z.
Ход по оси Z.
Программа установки будет ссылаться на эти значения из смещений:
Текущее значение регистра смещения прибора по оси Z.
Текущие значения в регистрах коррекции на длину инструмента.
А операторы укажут в программе тестирования:
Самые большие и самые маленькие координаты Z в программе.
Хотя это может показаться большой работой, необходимо регулярно определять и вводить только самые большие и самые маленькие координаты Z. Все остальное является либо константой, либо указывается в смещениях как часть процесса установки.
Для нашего примера VMC мы определяем, что максимальная позиция Z-шпинделя составляет 28,327 дюйма. Скажем, ход этой оси по оси Z составляет 19,4769 дюймов. Это делает минимальное положение Z-шпинделя 8,8501 дюйма. Мы поместим максимальные значения положения Z-шпинделя и хода Z-оси в постоянные общие переменные # 500 и # 501 соответственно. Они останутся там как системные константы.
На Z-регистр смещения приспособления номер один ссылается системная переменная # 5203 в ЧПУ FANUC и содержит отрицательное расстояние от исходной позиции оси Z (также максимальной позиции Z-шпинделя) до нулевой точки программы.
Системные переменные серии 2000 содержат значения регистра коррекции на длину инструмента. # 2001, например, содержит длину инструмента номер один.
Мы зададим наименьшую и наибольшую запрограммированные координаты Z в программе установки с общими переменными # 100 и # 101 соответственно.
Поняв значения связанных переменных, рассмотрите следующие выражения:
# 110 = # 500 + # 5203 + # 100 + # 2001 (наименьшее положение станка по оси Z для инструмента один)
# 111 = # 500 + # 5203 + # 101 + # 2001 (самая большая позиция станка по оси Z для первого инструмента)
Результаты можно сравнить с минимальной и максимальной позициями Z-шпинделя:
ЕСЛИ [# 110 LT [# 500- # 501] THEN # 3000 = 101 (инструмент слишком короткий)
ЕСЛИ [# 111 GT # 500] THEN # 3000 = 102 (инструмент слишком длинный)
Вот программа установки, которая тестирует инструменты один, хотя 10.Специалист по настройке изменит и запустит эту программу после выполнения установки:
O1000 (ПРОВЕРЬТЕ ВСЕ ОФСЕТЫ)
(ОПЕРАТОР РЕГУЛИРУЕТ ПЕРВЫЕ ЧЕТЫРЕ ПЕРЕМЕННЫЕ)
# 100 = - [2.5] (САМАЯ МАЛЕНЬКАЯ Z В ПРОГРАММЕ)
# 101 = 3,0 (САМАЯ БОЛЬШАЯ Z В ПРОГРАММЕ)
# 102 = 1 (ПЕРВЫЙ ИНСТРУМЕНТ ДЛЯ ТЕСТИРОВАНИЯ)
# 103 = 10 (ПОСЛЕДНИЙ ИНСТРУМЕНТ ДЛЯ ТЕСТИРОВАНИЯ)]
WHILE [# 102 LE # 103] DO 1
ЕСЛИ [[# 500 + # 5203 + # 100 + # [2000 + # 102]] LT [# 500- # 501]] THEN # 3000 = 101 (ИНСТРУМЕНТ СЛИШКОМ КОРОТКО)
ЕСЛИ [[# 500 + # 5203 + # 101 + # [2000 + # 102]] GT # 500] THEN # 3000 = 102 (ИНСТРУМЕНТ СЛИШКОМ ДОЛГО)
# 102 = # 102 + 1 (счетчик шагов)
КОНЕЦ 1
# 3000 = 103 (ДЛИНА ПРИНИМАЕТСЯ)
M30
Эта программа проверит насколько подходит режущий инструмент для выполнения обрабатывающей программы на станке.






