
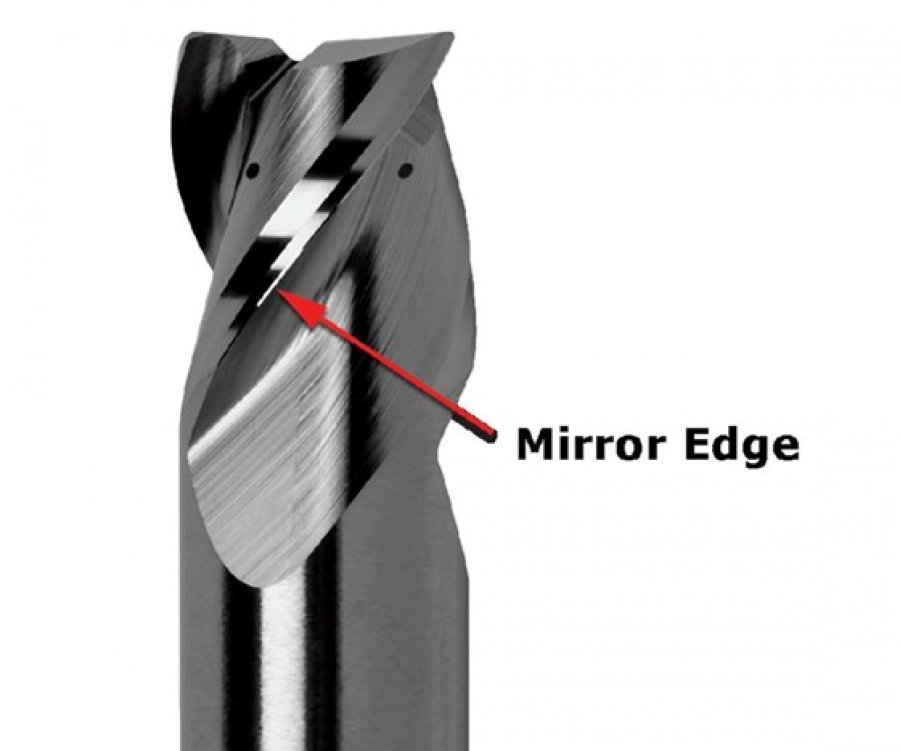
Эта поверхность составляет от 0,001 до 0,002 дюйма в ширину, поэтому его едва видно, удерживая инструмент и слегка поворачивая его на свету. Этого дополнительного края достаточно, чтобы держать канавку в контакте с заготовкой, пока не будет задействована следующая канавка(по этой причине концевая мельница имеет три плотно спиральных канавки). Этот полированный край минимизирует трение. Постоянный контакт препятствует тому, чтобы инструмент и заготовка «шли разными путями» в ответ на различные силы, вызывающие вибрацию. Таким образом, инструмент и заготовка продолжают двигаться в унисон для поддержания синхронизации независимо от частоты вибрации. Это условие несинхронизации может происходить мгновенно, и как только оно начинается, инструмент и заготовка начинают более энергично отскакивать друг от друга с каждым прохождением канавок по заготовке.
Оператор может слышать нарастание и падение звука этой вибрации, поскольку частоты не соответствуют фазе. Сохранение вибрации в синхронизации, чтобы избежать негативных последствий, накладывает определенные требования на процесс обработки. Инструмент должен использоваться с охлаждающей жидкостью, чтобы препятствовать тому, чтобы микростружки мешали действию Mirror Edge.

Инструмент лучше всего работает в алюминии, поскольку высокие скорости шпинделя, используемые для обработки этого материала, имеют тенденцию создавать более высокие частоты резания, чем те, которые встречаются при более низких скоростях вращения шпинделя при обработке более твердых материалов, таких как сталь или титан.
Концевые фрезы с зеркальным краем могут можно использовать на максимальной скорости шпинделя станка в алюминии без каких-либо вибрации. Это позволяет существенно увеличить скорость подачи и скорость удаления металла. Рекомендуется использовать переходы, которые составляют 50 процентов от радиуса инструмента, а также нагрузки на стружку, равные диаметру инструмента, равному 0,016 дюйма на канавку. Детали с глубокими карманами и / или тонкими стенками являются наиболее подходящими для этих фрез, однако некоторые методы программирования предназначены для обработки тонких стен. Например, каждый уровень Z кармана должен быть обработан и закончен, прежде чем перейти к следующему, более низкому уровню Z. Достаточный запас должен быть оставлен на стенах для финишной обработки, чтобы поддерживать жесткость.


Также рекомендуется применять обработку с постоянной стружкой в программе CAM. Полученная стена будет прямой и гладкой. Возможно, более значительным преимуществом является значительное увеличение скорости удаления металла. Эти фрезы имеют пятикратное увеличение скорости удаления металла по сравнению с традиционными фрезами . Удаление 42 кубических дюйма материала в минуту может быть достигнуто при значительном увеличении срока службы инструмента.
В настоящее время фреза Mirror Edge доступна на алюминиевых фрезах A1-303 и FM серии RobbJack диаметром от 1/8 до 1 дюйма на стандартных инструментах и на инструментах диаметром до 0,010 дюймов по специальному заказу.






