
Hwacheon прилагает согласованные мероприятия, чтобы уменьшить отрицательные действия механической обработки. Представленная на IMTS, недорогая линейка VMC Vesta корейского производителя оснащена рядом программных функций, которые позволяют им компенсировать присущие механическим и тепловым проблемам механические характеристики.
Эти функции обеспечивают решение проблем обработки:
• Управление перемещением шпинделя.
Это касается двух условий: центробежной силы и теплового роста шпинделя. Центробежная сила при высоких скоростях шпинделя вызывает расширение конуса шпинделя. Это, как правило, тянет инструмент вверх в шпиндель, вызывая изменение длины Z-оси инструмента. Хотя это расширение конуса шпинделя не управляется физически, Vesta's Hwacheon Spindle Displacement Control (HSDC) может компенсировать изменение оси Z, отрегулировав сервомотор Z-оси, чтобы изменить продольное положение инструмента.
Точно так же тепловой рост может отрицательно влиять на точность деталей, поскольку инструменты растут в продольном направлении по мере увеличения температуры шпинделя. Этот рост варьируется в зависимости от скорости вращения, массы инструмента и характеристик шпинделя.
HSDC компенсирует изменение роста инструмента с помощью датчиков, расположенных вдоль длины шпинделя, которые непрерывно контролируют температуру шпинделя. Кроме того, охлаждающая рубашка, установленная на двигателе, управляет нагревом и поддерживает равномерность внутренних компонентов шпинделя. Этот куртка работает в сочетании с охлажденным вентиляторами чиллером, который вращается в соответствии с температурой шпинделя.
• Управление перемещением рамы.
Термический рост также может привести к перемещению каркаса машины, что означает, что операторы должны делать смещения, чтобы детали обрабатывались до допуска. Это может привести к простою и потенциальному лому, если нет автоматических средств для управления этими смещениями.
Hwacheon Frame Displacement Control (HFDC) получает обратную связь от датчиков температуры, стратегически расположенных на каждом литье машины Vesta. Конструкция конечного элемента в сочетании с набором алгоритмов позволяет HFDC автоматически компенсировать оси оси машины, чтобы компенсировать этот рост температуры.
• Эффективное управление контуром.
Это может быть трудно достичь высокой скорости и высокой точности одновременно, потому что точность, с которой резак следует за запрограммированным траекторией инструмента, может варьироваться.
Эффективное управление контуром Hwacheon (HECC) эффективно управляет временем обработки во время создания микросхемы, оптимизируя параметры резания в соответствии с требуемой скоростью и точностью резания.
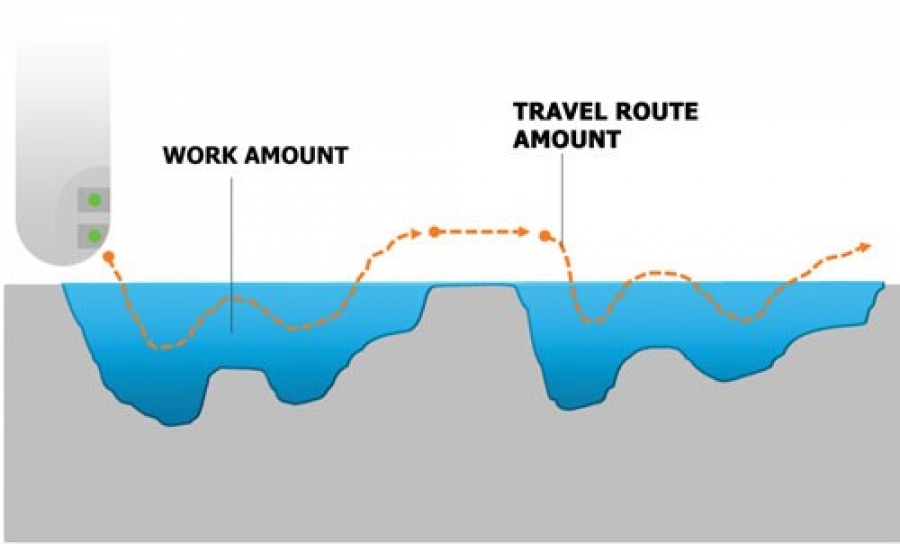
• Обнаружение нагрузки инструмента.
Для скучного инструмента требуется более высокая мощность для сверления отверстия или фрезерования поверхности. Дефекты материала заготовки также могут привести к более высокой нагрузке на инструмент. Кроме того, детали неправильной формы могут продлить время цикла и сократить срок службы инструмента, поскольку отклонения в глубине детали могут вызвать более высокие нагрузки. Эти сценарии могут привести к снижению точности размеров, плохой поверхности, поломке инструмента или даже повреждению детали.
Функция Hwacheon Tool Load Detection (HTLD) активно отслеживает нагрузку на двигатель шпинделя, чтобы избежать этих условий. HTLD позволяет оператору машины устанавливать пороговые значения нагрузки и другие параметры, которые при превышении вызывают тревогу и останавливают машину.
Система управления машиной также автоматически регулирует скорость подачи при измерении нагрузки на двигатель шпинделя.
Это уменьшит скорость подачи, когда инструмент столкнется с тяжелыми местами материала или более тяжелыми глубинами резания и увеличит скорость подачи в мягких областях, пустотах или более мелких глубинах резания.






