
Основные проблемы при обработке небольших деталей
Эти «минимальные потенциальные колебания», которые могут поставить под угрозу точность микростанка, присутствуют в каждом процессе обработки. Просто они легче управляются или игнорируются в «макрообработке». К ним относятся вибрация, отклонение станкаи изменение температуры.
Структура станка Kern обеспечивает стабильность по-разному. Ни один из этих элементов не является революционным, но каждый из них имеет важное значение для конрукции:
• C-образная конструкция. Эта структура обеспечивает большую жесткость, чем конструкция мостового типа. В конструкции C-рамы шпиндель фиксируется, за исключением движения по оси Z. Один недостаток конструкции, ограниченный рабочий ход станка.
• Основание из полимерного бетона. Этот тип станка имеет более массивную станину, чем обычная рама из чугуна или сварных швов. Бетонное основание не только улучшает жесткость, но и препятствует вибрации.
• Масштабность обратной связи. Обычная ось с шариковой винтовой парой измеряет положение оси с помощью поворотного датчика, но датчик не может обнаружить влияние изменения размеров самого шарикового винта. В дополнение к поворотным датчикам, машина Kern также использует обратную связь по шкале стекла с разрешением 100 нанометров непосредственно измеряя фактическое положение оси.
Эти соображения являются неотъемлемой частью конструкции станка. Однако некоторые из более доступных и, казалось бы, вторичных компонентов станков также способствуют повышению точности повторяемости процесса.
Позиционирование инструмента
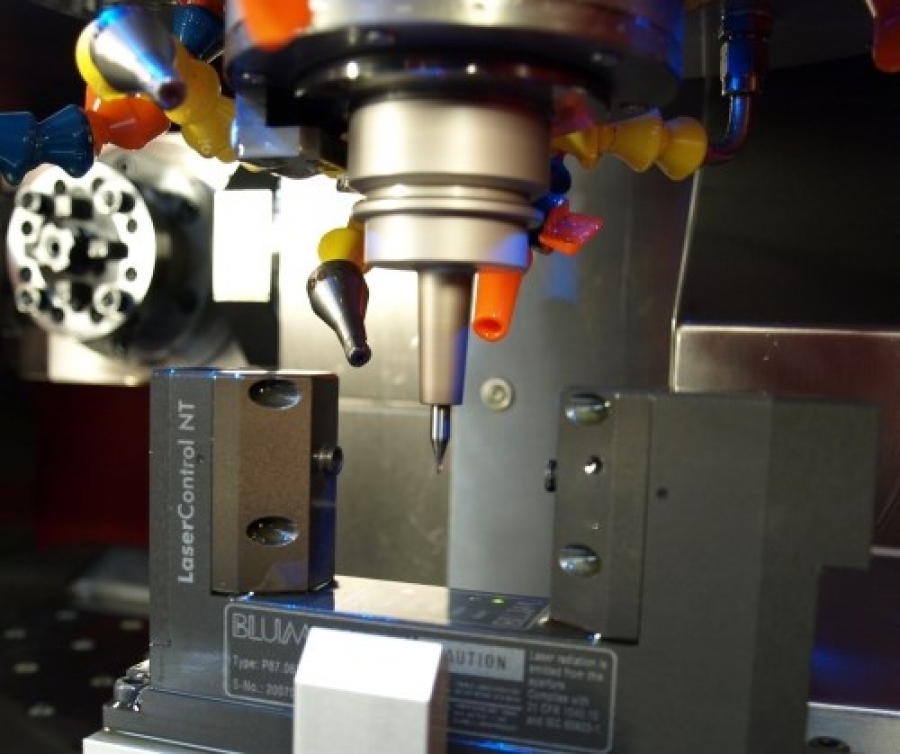
Измерение инструмента
В машинах Kern используется устройство для измерения инструмента лазером в процессе производства. Этот аксессуар пропускает лазерный луч между двумя стойками. Станок доставляет инструмент к лучу с скоростью шпинделя, при которой инструмент будет производить резание. Таким образом, система может измерять «фактическую» длину и биение инструмента со всеми динамическими и тепловыми эффектами в процессе обработки.
Точность станка необходима для правильного использования устройства. Если точность станка подвержена вибрациям из-за теплового роста или центробежных эффектов шпинделя, то измерение инструмента даже с помощью лазера не будет учитывать изменение. Блок измерений Blum упрощает использование инструментов диаметром до 10 микрон.
Точность патрон инструмента
Обычные конические держатели инструмента плохо подходят для микростанка, потому что центробежная сила от высоких скоростей шпинделя имеет тенденцию к расширению конусности шпинделя и уменьшению контакта металл-металл. Поскольку патроны выталкиваются в том же направлении, что и центробежная сила, система HSK лучше удерживает зажим на высоких скоростях.
Стабильность системы СОЖ
Между тем, система охлаждения касается влияния тепловых эффектов. Температура охлаждающей жидкости контролируется в пределах 1 градуса Цельсия. Процесс микрообработки чувствителен к этому расширению и сокращению. Однако, контроль температуры охлаждающей жидкости п связана с большими изменениями в процессе резания.
Точный код
Системы CAM могут моделировать формы заготовки и пути инструмента, используя формат, который включает алгоритм STL. Этот эффективный алгоритм позволяет быстро обрабатывать с наименьшими отклонениями траектории. Однако даже «небольшое» отклонение в контурном пути инструмента при микрообработке может привести к увеличению нагрузки, достаточной для разрушения крошечного инструмента. По этой причине другая необходимая часть процесса микрообработки, вероятно, будет системой CAM, которая генерирует чрезвычайно точные траектории инструмента.
Micromachining не требует изменений в технологии, а также изменения внимания и дисциплины наладчика. Это внимание и дисциплина относятся к конструкции станков, и они должны применяться к способу использования станка.
Если есть вопросы пишите в комментариях)






