
Другим преимуществом конструкций наклонного слоя является увеличенное перемещения по оси X. В отличие от токарных станков, в которых длина направляющей ограничивается горизонтальной глубиной литья, конструкция наклонного слоя вмещает более длинные направляющие оси Х. Эта конструкция также позволяет токарному станку с наклонным столом обрабатывать большую деталь, чем планшетный токарный станок с одинаковой площадью основания.
Оптимально, бабка наклонного токарного станка устанавливается на станину и имеет тот же угол 30 или 45 градусов, параллельный оси X, и перемещается в той же плоскости, что и линейные оси. Менее дорогие модели могут быть построены с основанием передней бабки на нулевом уровне (плоский на базе и не наклонный).
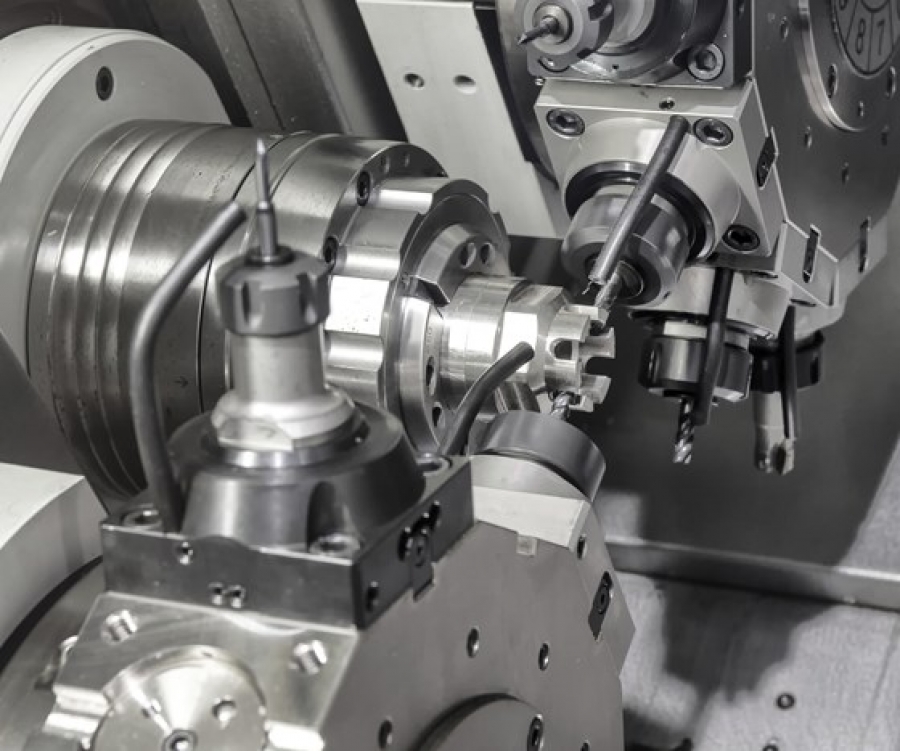
Многозадачные токарные станки
Многозадачные ЧПУ часто построены на платформе поворотного центра. Эти машины используют вращающиеся инструменты для объединения нескольких процессов резания, таких как токарная обработка, фрезерование, сверление, нарезание резьбы и глубокая расточка за один установ. Нет необходимости иметь несколько станков для выполнения этих операций.
Как правило, многозадачные токарные центры имеют второй главный шпиндель или дополнительный подшпиндель, с которым заготовка может автоматически передаваться с первого шпинделя. Это позволяет осуществлять непрерывную и одновременную обработку первой и следующей операции. Второй шпиндель может захватить деталь для работы на своей задней стороне, чтобы закончить деталь за один установ.
Когда подшпиндель используется вместе с устройством подачи детали, подшпиндель захватывает конец заготовки и вытягивает на длину, необходимую для следующей детали. Подшпиндель более точен, вытаскивая заготовку, чем податчик.
После того, как инструмент для разметки отделит готовую деталь, подшпиндель может затем опустить его в уловитель деталей, в то время как главный шпиндель начинает обрабатывать следующую деталь. Значение улавливателя деталей не может быть переоценено как надежный метод удаления готовой детали из подшпинделя, чтобы освободить место для следующей детали.
Практически нет ограничений на разнообразие многозадачных токарных станков, которые обеспечивают инновационные комбинации обработки деталей и превосходную производительность. Следует отметить, что может потребоваться наличие отдельных программ обработки детали, которые могут выполняться одновременно, каждая из которых синхронизирована, чтобы избежать столкновения. Компании, новички в концепции многозадачности на станках, могут не понимать, что для поддержки этих ЧПУ может потребоваться новое программное обеспечение и дополнительное обучение программистов.






