

Для начала определимся, что термомеханический класс характеризуется наличием в своей классификации контактной сваркой, диффузионной сваркой, кузнечной сваркой, сваркой трением и сваркой, использующей высокочастотные токи. Перечисленные виды сварки осуществляются за счет применения тепловой энергии и давления. Предлагаю рассмотреть несколько видов сварки: контактную (стыковую и рельефную) и диффузионную.
Начнем, пожалуй, с контактной сварки.
Контактная сварка
Последовательные процессы нагрева изделий, которые собственно и будут сваривать, до пластического состояния и последующая деформация, сопровождающая соединение этих самых объектов. К этой разновидности сварки можно отнести точечную, стыковую и рельефную.
Подробно ознакомиться с точечной сваркой вы можете пройдя по этой ссылке.
Итак, перейдем к стыковой сварке.
Стыковая сварка
Стыковая сварка характеризуется тем, что процесс получения сварного шва происходит путем нагревания поверхностей деталей и как следствие, происходит их состыковка.
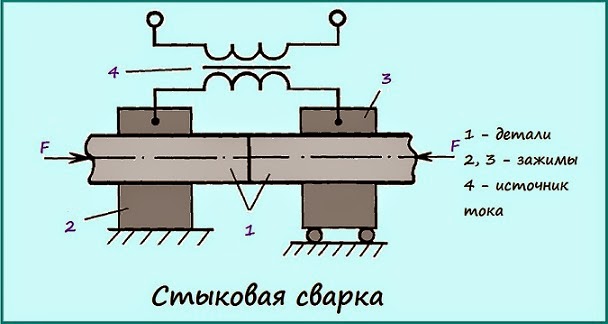
Технологический процесс достаточно прост - в зажимы-электроды мы должны закрепить и сжать осевым усилием детали, которые, собственно, и хотим соединить. Далее, включив сварочный трансформатор, получается следующая картина: происходит протекание электрического тока большей силы и низкого напряжения. Как итог, происходит нагрев. Ну и логично, что на стыке деталей выделение теплоты получается значительно больше.
Степень нагрева торцов помогает классифицировать технологию стыковой сварки на сварку с сопротивлением и сварку с оплавлением. (на картинке показана циклограмма процессов)

Сварка сопротивлением характеризуется плотным соприкосновением торцов, которому способствует сжимающее осевое усилие. Если мы хотим произвести такую сварку, нам нужно подать электрический ток. И, затем, когда мы получили пластическое состояние стыкуемых поверхностей, выполняем осадку. Эту часть процесса я поясню: на этом этапе должно получиться соединение, имеющее твердую фазу. Нужно также помнить, что ток надо отключить непосредственно до окончания операции осадки.
Обычно, применяют этот вид сварки, если требуется соединить детали, имеющие круглое или прямоугольное сечение (площадь обычно ограничивается 200 мм2). Важно запомнить, что перед нагревом торцов, сечения нужно точно подогнать, а перед началом работ следует очистить поверхности химическим либо же механическим способом.
Сварка с оплавлением характеризуется сваркой с оплавлением непрерывным и с оплавлением прерывным.
Сначала рассмотрим стыковую сварку с непрерывным оплавлением. Чтобы осуществить такую сварку, необходимо постепенно сближать детали, при этом источник тока должен быть включен. Далее, нужно осуществлять касание торцов по определенным выступам. Затем, можно стать свидетелем, как ввиду малой площади контактов - перемычек, протекающий через них с высокой плотностью ток, способствует быстрому нагреву и расплаву. А из стыка вылетают искры, образовавшиеся от взрыва части металла. Если мы дальше начнем сближать детали, то получим образование и оплавление новых контактов - перемычек. Сам по себе, этот непрерывный процесс образует на торцах слой жидкого металла. После оплавления торцов по всех поверхности, следует произвести осадку. Большее усилие приводит к быстрому сближению торцов. Как итог, грат, который образуется от выдавливания из стыка жидкого металла наружу, следует удалить пока он имеет горячий вид.

Для людей, сталкивающихся с ситуаций, когда нужно произвести сварку деталей, имеющих большую площадь сечения, при этом, уменьшить мощность оборудования, хороша стыковая сварка с прерывистым оплавлением. Технологический процесс предполагает, что ток должен быть включен, а детали нужно поочередно сжимать с небольшим усилием и опять разводить. Протекающий ток разогревает поверхности. Образующийся при размыкании торцов электрический разряд, оплавляет торцы по поверхности. Повторив несколько раз такое действие, получим слой жидкого металла. Затем, надо произвести осадку. Из стыка следует выдавить жидкий металл, а торцы соединить. Именно так получается сварное соединение.
Сварку оплавлением используют если нужно соединить детали, имеющие сложную форму сечения (площадью до 100 000 мм2). К слову, такая сварка не нуждается в предварительной подготовке тех же торцов. Замечательный и удобный способ для изготовления длинномерных изделий, деталей с замкнутой формой.
Следом, рассмотрим третий вид контактной сварки – рельефную сварку.
Рельефная сварка
Рельефная сварка характеризуется тем, что происходит соединение деталей, имеющих на своей поверхности подготовленные либо же естественные выступы (по-другому, рельефы), под воздействием усилия сжатия и подводки тока.
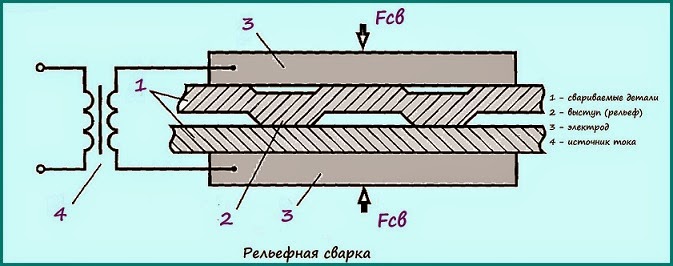
Как уже было сказано чуть выше, поверхность заготовок должна иметь рельефы. Эти самые рельефы делятся на виды: внахлестку (имеют форум сферическую, коническую, овальную и кольцевую формы) и в тавр. Технологический процесс заключается в зажатии деталей между электродами в виде плиты с последующим приложением усилий. Затем, должно происходить включение сварочного тока.
Проделав такие нехитрые шаги этапа технологии рельефной сварки, получаем, что металл подвергается интенсивному нагреву, что способствует последующей деформации. Место контакта образует зону расплавления (как при точечной сварке). Далее, мы можем заметить, как зона расплавления увеличивается, ну а металл выступа в ходе деформации, выходит на внешнюю поверхность детали. Далее, следует выключить ток, и тогда, произойдет охлаждение расплава и его кристаллизация, при которой образуется ядро, которое окружено металлом формой пояска, по которому, собственно, произошло формирование соединения без расплавления.

Что же отличает рельефную сварку от других видов сварки? Элементарно тем, что форма и размер выступа определяют сварное соединение между деталями. Главный плюс, наверное, в том, что электроды обладают длительным сроком службы. Что касается недостатка, то это, безусловно, повышенная электрическая мощность, которая используется на сварочных прессах.
Рассмотрев все методы контактной сварки, плавно переходим к другому виду термомеханического класса сварки. Следующим рассматриваемым видом будет диффузионная сварка.
Диффузионная сварка
Диффузионная сварка характеризуется тем, что давление и нагрев, а точнее, их совместное воздействие образуют сварной шов. Соответственно, чтобы получить это самое сварное соединение необходимо применять высокие температуры нагрева и низкие удельные давления.

Перед началом сварки, следует тщательно зачистить свариваемые детали. Затем, эти самые детали нужно поместить в рабочую камеру. Из этой самой камеры происходит откачка атмосферного воздуха, давление становиться равным 10‾5мм рт. ст. Затем, приложив небольшое усилие, нужно произвести нагрев до 600 — 800°С. Обычно, для получения сварного соединения диффузионной сваркой нужно минут 5. Нагрев деталей в вакууме приводит к очищению поверхностей детали от окислов и органический загрязнений.
Экономичность одно из достоинств рассматриваемого вида сварки. Здесь не нужны дорогие припои, электроды, флюсы и тд. Помимо этого, нет нужды в последующей механической обработке. Необязательно и применение термической обработки, так как в зоне соединения металл не изменяет свойства. Что уж говорить о расходе энергии. В отличие от контактной сварки, расход мощности и энергии на сварку деталей в 4-6 раз меньше. Вдобавок к этому всему, к преимуществам можно отнести гигиеничность самого процесса: вредные брызги металла отсутствуют, не образуется мелкодисперсная пыль.
В последнее время, роль диффузионной сварки значительно возросла. Ее используют, как и крупные предприятия, так и небольшие для сварки деталей, которые проблематично сварить другими способами сварки.
Эти рассмотренные нами виды сварки широко применяются. Если рельефная и стыковая давно завоевали свое особое место в производстве, то диффузионная набирает обороты. Благодаря своей универсальности, спрос на такой вид сварки значительно вырос.






