
Новым результатом инновационных усилий компании г. Дитценбах стала серия станков PITTLER SkiveLine модульного центра для зуботочения чашечным резцом, включающего комплексную обработку, систему автоматической загрузки и выгрузки деталей, а также интеллигентную инструментальную и измерительную концепцию для высокоэффективного серийного производства.
Серия станков PV компании PITTLER T&S была спроектирована специально для реализации высоких требований в области изготовления компонентов грузовых автомобилей, и особенно подходит для обработки широкого спектра деталей коробок передач, таких как сателлиты и зубчатые колеса с
внутренним зацеплением.
Модернизируя серию PV, специалист по точению и нарезанию зубьев компании дополняет портфолио своей продукции инновационной серией PITTLER SkiveLine – высокопроизводительным центром для нарезания зубьев. Таким образом, компания PITTLER T&S значительно расширяет ведущую на рынке позицию единственной компании, предлагающей решения по нарезанию зубьев Power Skiving, включая интегрированную комплексную обработку для точного и экономичного серийного производства вращательно-симметричных деталей.
С внедрением новой серии станков, а также благодаря прогрессу в области разработки технологий группа DVS предлагает технологию зуботочения чашечным резцом не только как исключительно способ сырой обработки, но, прежде всего, и как способ чистовой обработки деталей после закалки, так называемый Hard Skiving.
Инжиниринг инструментов для технологии Power Skiving от одного производителя
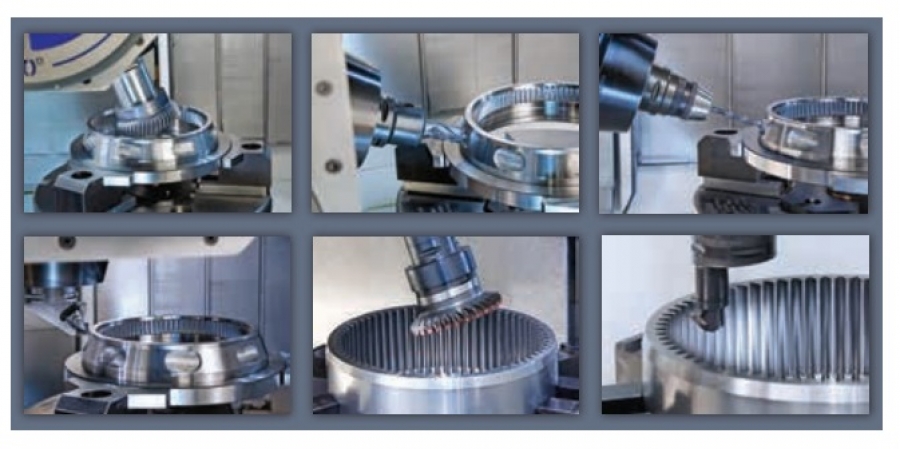
Для изготовления внутренних и наружных зубьев выше модуля 3 высокопроизводительным способом Power Skiving – в отличие от станка исключительно для нарезания зубьев – из инструментального магазина 5-осевого центра для нарезания зубьев в рабочую зону подается инструмент для черновой обработки чашечным резцом, а затем и чистовой инструмент. Благодаря этому способу, при котором черновой инструмент снимает больше 80% необходимого объема стружки, происходит щадящее использование чистового инструмента, и тем самым повышается его стойкость.
Из-за более высокой скорости реза во время предварительной черновой обработки существенно снижается продолжительность процесса изготовления зубьев, несмотря на необходимую смену инструментов.
В зависимости от конкретного случая, процесс чистовой обработки осуществляется инструментами с металлокерамическим покрытием цилиндрической или конической формы, с которых по истечении срока службы удаляется покрытие, они дорабатываются, и на них наносится новое покрытие. Для обеспечения наибольшей выгоды для клиента группа DVS осуществляет полный сервис инструментов Power Skiving от одного производителя, начиная с их эксклюзивного изготовления и заканчивая повторным использованием.
Нарезание внутренних и наружных зубьев наряду с комплексной обработкой за один установ
Это решающим образом способствует тому, чтобы в сравнении с общепринятыми технологиями нарезания зубьев, например, протяжка, зубофрезерование и зубодолбление, оптимально «разыграть» преимущества постоянно развивающейся технологии Power Skiving фирмы PITTLER T&S благодаря использованию новой серии станков PITTLER SkiveLine, ведь при этом возможно как нарезание внутренних, так и наружных зубьев с достижением класса точности IT5. На профиле зуба достигается высочайшее качество поверхности, при этом показатель Rz меньше 3 мкм, а основное время обработки на фактор 3-8 ниже в сравнении с конкурентами.
Благодаря интегрированному инструментальному магазину на 20 ячеек для различных обрабатывающих инструментов пользователи станка PITTLER SkiveLine, наряду с процессом нарезания зубьев чашечным резцом, продолжают точно и безотказно реализовывать все предыдущие технологические операции, такие как точение, фрезерование, сверление, удаление заусенцев и измерение в одной рабочей зоне и за один установ. При этом смена инструментов на многофункциональной голове происходит параллельно основному времени и позволяет обеспечить гибкую адаптацию отдельных этапов процесса комплексной обработки. Таким образом, уходят в прошлое снижающие точность погрешности от переустанова, а также непродуктивные затраты на наладку, транспортировку и хранение, присущие общепринятым линиям, состоящим из нескольких
станков для обеспечения отдельных производственных процессов.
В сравнении с процессом последовательного изготовления деталей, это дает возможность экономично реагировать на варьирующиеся объемы партий изделий. Кроме того, инструментальный магазин центра Skiving обеспечивает оптимальное управление дублирующим инструментом, что в значительной
степени способствует организации продуктивного серийного производства.
Для обеспечения надежного процесса охлаждения и регулируемого отвода стружки компания PITTLER T&S, в зависимости от пожеланий и требований заказчиков, ориентируется на применение эмульсии, сжатого воздуха или их комбинации.
Автоматизированная ячейка для высокоэффективного серийного производства
Специально для дальнейшего расширения спектра предоставляемых услуг применительно к автоматизированному серийному производству вращательно-симметричных компонентов грузовых автомобилей, новый центр PITTLER SkiveLine оснащен автоматизированной ячейкой собственной разработки, сокращенно PAC.
Детали диаметром до 270 мм, максимальной высотой до 150 мм и весом до 16 кг могут загружаться в одну или две рабочие зоны благодаря встроенной челночной системе и небольшому диапазону перемещений, что обеспечивает время смены детали меньше 5 секунд великолепный результат, достичь которого при помощи общепринятой на рынке технологии Pickup невозможно.
Кроме того, благодаря разделению находящихся внутри и вне рабочей зоны линий загрузки и выгрузки деталей происходит эффективное предотвращение задержки СОЖ и стружки.

Внешне компактная система PITTLER PAC, расположенная на 4,5 м2, серийно включает в себя регулируемый логическим контроллером шлюзовой затвор и транспортер для бракованных деталей,
а благодаря модульной конструкции может расширяться для установки дополнительных систем контроля и обработки. Для быстрого и простого контроля качества изготовленных зубьев
можно установить, например, устройство для проверки зубчатых колес в двухпрофильном зацеплении, результаты замеров которого станок постоянно использует для корректировки и юстировки с целью обеспечения наилучшего качества изготовления каждой детали.
Основываясь на своей широкомасштабной экспертизе, для деталей больших размеров, чем указаны выше, компания PITTLER T&S реализует индивидуальные, специализированные решения по автоматизации, например, в виде роботизированных производственных участков или поворотного грейфера в рабочей зоне с примыкающим ленточным транспортером.
В дополнение к эффективной организации производства используется еще одна инновационная функция новой серии станков: удобный для эксплуатации пользовательский интерфейс Skiving гарантирует пользователям быстрое и надежное управление центром для зуботочения чашечным
резцом, так как после определения необходимых геометрических данных и параметров процесса программное обеспечение системы управления самостоятельно рассчитывает адекватную программу обработки и инициирует процесс обработки нажатием на клавишу.
С целью постоянного контроля качества можно напрямую рассчитать и проанализировать такие важные параметры, как размер по двум шарикам и качество линии зуба, а также осуществить целенаправленную корректировку угла профиля и линии зуба.
Для изготовления компонентов грузовых автомобилей различных диаметров в распоряжении пользователей находятся соответствующие типы нового центра для нарезания зубьев: P-SK 315 (до ∅ 315 мм), P-SK 630 (до ∅ 630 мм), а также P-SK 1250 (до ∅ 1250 мм).
Автор: Сергей Тищенков по материалам журнала «МЕТАЛЛООБРАБОТКА И СТАНКОСТРОЕНИЕ»






