
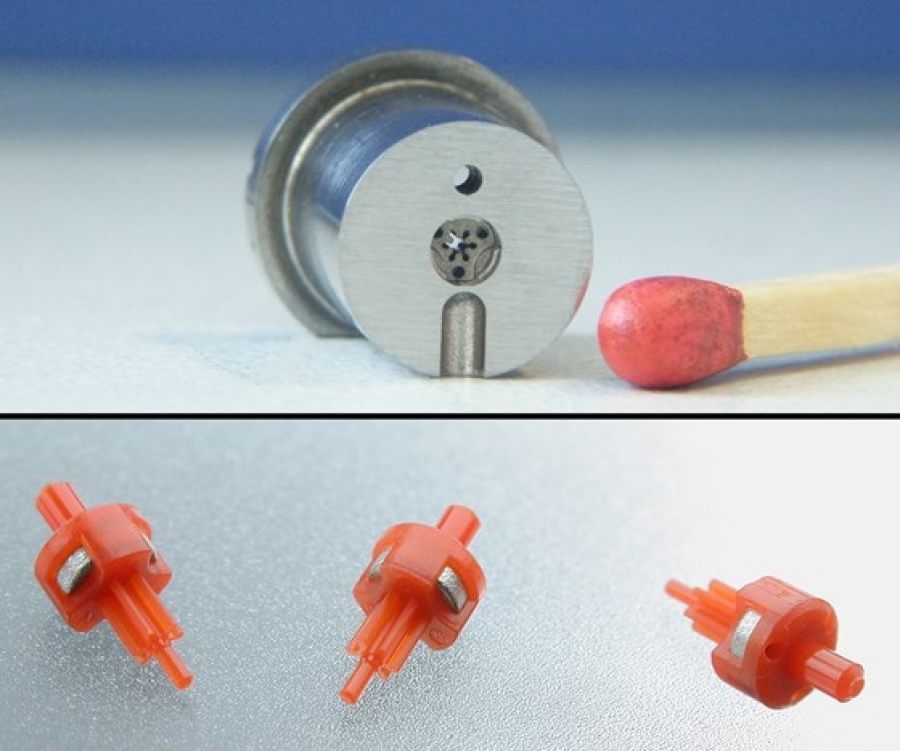
Производство деталей с столь малыми размерами не лишено больших проблем с обработкой металла. Многие вкладыши форм изготовлены из твердосплавного карбида вольфрама или специальных инструментальных сталей и имеют сложную микрогеометрию.
Почему мелкие детали нельзя получить электроэррозионной обработкой
Обычная микрообработка и электроэррозионная обработка не всегда способны создавать эти необходимые микрогеометрии. Компания исключила проволочную обработку на станках с ЧПУ для обработки втулок пресс-формы передач, потому что не было доступных материалов для проволоки с диаметром, значительно меньшим, чем требуемый минимальный радиус 25 микрон для зубьев зубчатого колеса, который также мог бы обеспечить требуемый искровой промежуток 7 до 10 мкм.
Электроэррозионная обработка практически невозможна с такими шестернями, которые имеют от 60 до 100 зубов, потому что пресс-форма станет невероятно сложной и высокоточной. Кроме того, если геометрия детали требует трехосевой обработки, то использование проволоки EDM очень ограничено.

Почему мелкие детали нельзя получить фрезерной обработкой
Для фрезерования геометрии шестерни потребуется фреза с максимальным диаметром 10 микрон.
Микро- электроэррозионная обработка
В поисках подходящих технологий компания сознала процесс микро-электрозионной обработки, разработанный швейцарской компанией Sarix . Трехмерный процесс похож на обычный электроэрозионный, за исключением того, что электрод не представляет собой геометрический негатив желаемой полости пресс-формы. Вместо этого электрод представляет собой чрезвычайно тонкий вращающийся стержень, который, подобно фрезеру, перемещается вдоль заготовки, тем самым удаляя материал путем искровой эрозии.

Вращение стержня помогает обеспечить концентричность. Электрод Sarix - обрабатывают отверстия диаметром от 10 микрон до 3 мм. Высокоскоростная обработка (до 50 мм / мин.) отверстий до 100-1 отношение глубины к диаметру и качеством обработанной поверхности до 0,05 микрон Ra.
Трехосные электроэрозионные ЧПУ поставляются с опциональным поворотным позиционированием A-, B- и C-оси; расширенное перемещение по оси Z. Чтобы обеспечить соответствие электрода требованиям микрообработки, он суживается к диаметру от 7 до 10 мкм.
Этот небольшой микропластинчатый электрод позволяет обрабатывать радиусы дуги размером 6 микрон с точностью позиционирования ± 1 микрон, благодаря оптимальной технологии управления движением.
Сама обработка протекает с помощью чрезвычайно тонких и ультракоротких микроимпульсов в нано-втором диапазоне, для которых разработана специальная силовая электроника. Генератор импульсов Sarix встроен в головку станка, рядом с заготовкой, для достижения коротких периодов импульсов.

Исходный искровой промежуток зависит от выбранных параметров обработки и может варьироваться от 2 до 20 микрон. Интервалы подачи по оси Z составляют менее 1 микрона. Еще одна особенность этой технологии заключается в том, что обработка не осуществляется в жидкой ванне, но диэлектрик поставляется в виде в зону обработке через сопла. Диэлектрик дополнительно используется в микро-электроэрозионной обработке для очистки от остатков заготовок, которые отделяются от заготовки и электрода.
Контроллер контролирует процесс с помощью соответствующих датчиков и постоянно адаптирует траекторию инструмента и параметры обработки. Размерный контроль электрода осуществляется с использованием высокоточного лазера с субмикронным разрешением. Как только инструмент достигнет определенного состояния износа, процесс прерывается, и электрод переносится на станцию, где изношенный наконечник закрывается и доводится до требуемого диаметра.
Согласно Sarix, поскольку полный процесс обработки выполняется в одном зажиме, точность также увеличивается. Зажим электрода также имеет решающее значение, поскольку электрод должен быть восстановлен и, следовательно, продвинут его зажим во время процесса. Этот механизм должен работать очень точно, чтобы избежать осевого смещения.
Технология Sarix и разработанное ею собственное программное обеспечение CAM удобны для пользователя, но для того, чтобы в полной мере воспользоваться преимуществами обработки, необходимы глубокие знания о станке и технологии.






