
Одноточечная обработка не является лучшим вариантом для обработки этих длинных и относительно тонких роторов, потому что давление режущего инструмента может привести к отклонению деталей. И наоборот, использование стержнеобразующих головок позволяет удерживать вал неподвижно, чтобы сбалансировать усилия резания.
Обработка шеи представляет собой кинематически обратный, продольный, круглый процесс, в котором заготовка проходит через вращающийся инструмент, отслаивающуюся головку, которая снабжена кассетами с индексируемыми вставками. Процесс требует огромного количества смазки для эффективного охлаждения и промывки стружки, а высокие нагрузки могут вызвать проблемы с вибрацией или направляющими. Кроме того, материалы, используемые для роторов PCP, обычно из нержавеющей стали и сплавов на основе никеля, сложны для обработки.
Конструктор станков Weingärtner называет процесс бар-пилинга для универсальных машин Vario «однослойный пилинг» (это показано на видео ниже). Процесс одиночного лезвия Weingärtner, бар-пилинг, предназначен для обработки деталей длиной до 12 м до поверхностного покрытия 0,8 мкм Ra или менее.
По мнению компании, задача заключается в настройке параметров процесса и настройке индексируемых вставок в зависимости от конкретной детали. В большинстве случаев это делается в тесном сотрудничестве с производителем режущего инструмента, принимая во внимание состав режущих материалов и геометрий, таких как длина режущей кромки, геометрия кристалла и опорная фаска.
Эта операция - это сверхжесткая механическая обработка, экономически выполненная в диапазоне диаметров от 20 до 500 мм. Скорость подачи стандартных материалов колеблется до 18 мм / мин. Глубина резания до 15 мм достигается с помощью соответствующих кассетных систем.
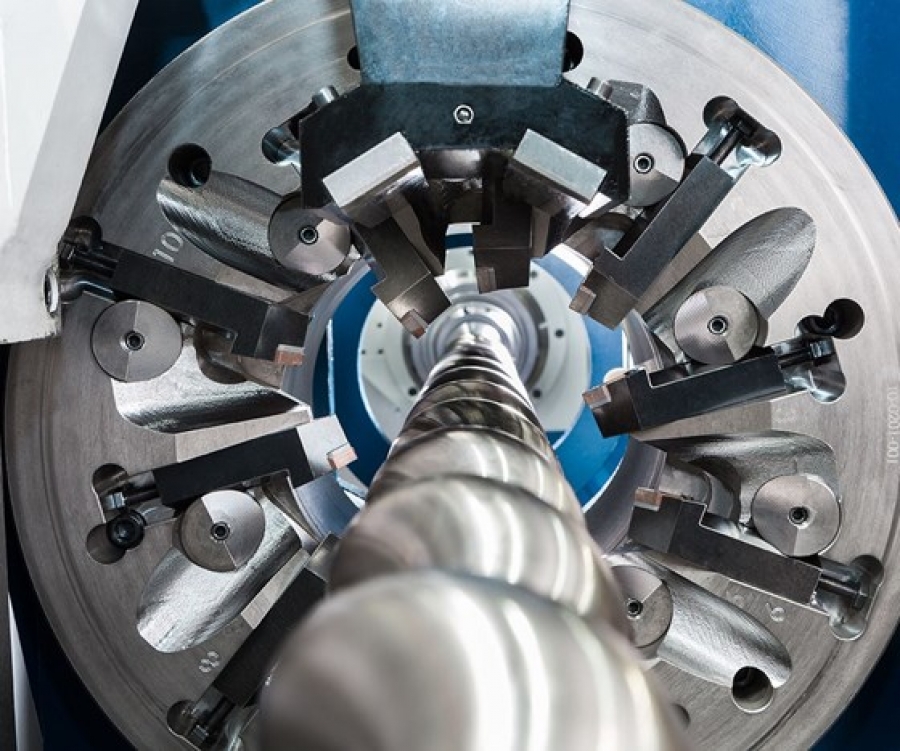
До 12 режущих кромок в действии
Компания Weingärtner разработала собственную режущую головку для этого процесса, которая легко регулируется. Режущая головка имеет до 12 режущих кромок и экцентрически выровнена с заготовкой. Для получения правильного профиля заготовки требуется эксцентрик и продольная подача отслаивающей головки в зависимости от вращения детали. Для обеспечения процесса отслаивания с 12 режущими кромками, что сопоставимо с поворотом с 12 держателями инструмента за один проход, привод имеет мощность привода до 100 кВт.
Ось C машины отвечает за точный поворот заготовки при интерполяции с осью Z. Эта точная интерполяция определяет начало (шаг) заготовки, что является одним из важнейших параметров эффективности PCP. Ось C управляется системами с высоким коэффициентом и без зазоров, чтобы выдерживать экстремальный крутящий момент, который прикладывается к заготовке с помощью отслаивающей головки. Многократные режущие кромки пытаются вращать заготовку, поэтому ось C должна противостоять этой силе и поддерживать правильную скорость вращения, интерполированную на продольное движение оси Z отслаивающей головки по оси Z, поясняет Weingärtner.
Чтобы избежать вибрации из-за высоких усилий резания, на машинах имеются демпфирующие цилиндры, устойчивые стойки V-образного блока и поддержка заготовки каждые два-три метра, чтобы избежать провисания. Кроме того, машина имеет жесткую конструкцию наклонного слоя для минимизации вибрации и достижения хорошей отделки поверхности. Weingärtner говорит, что конструкция наклонного слоя также улучшает эвакуацию стружки и эргономику для оператора. Для программирования компания предлагает программное обеспечение на основе параметров непосредственно на машине или автономно на компьютере для создания программы ЧПУ.






