
В моих предыдущих двух статья я писал о преимуществах процессов осаждения с помощью направленной энергии (DED) для аддитивного производства (AM): как оно хорошо масштабируется для более крупных компонентов, как его можно использовать для ремонта и как можно аддитивно изготавливать детали из нескольких металлических материалов одновременно.
Большая часть обсуждения была посвящена системам DED с подачей порошка, в которых порошок подается (выдувается) в ванну с расплавом через небольшие форсунки. Системы DED также могут использовать проволоку вместо порошка для АМ. Некоторые DED в качестве источника тепловой энергии для расплавления проволоки используют лазер, электронный пучкок и плазменную дугу.
Плюсы системы осаждения с применением проволоки
Во-первых, проволоку обычно дешевле купить для DED, чем для порошок. Благодаря сварке и смежным отраслям, проволока становится более доступной, а цена на проволоку отличается в два-три раза при сравнении с порошком, того же сватовства.
Во-вторых, компании часто имеют гораздо больший опыт хранения и обработки проволоки, с которой гораздо безопаснее обращаться, чем с порошком. Вам не нужно беспокоиться о рисках для вдыхания, связанных с мелкими частицами порошка или пирофорными опасностями, общими для некоторых порошков, используемых для AM.
В третьи, скорость захвата материала намного выше в системах с проводной подачей по сравнению с системами DED с порошковой подачей. Если процесс идет хорошо, то почти вся проволока, которая подается в ванну с расплавом, плавится и затвердевает на части или в слое внутри детали. Это намного эффективнее, чем 20-80 процентов расплавленного материала от подачи, которые вы можете получить с порошком.
Компании также знают, как квалифицировать проволоку для использования в производстве. Это помогло Norsk Titanium, например, недавно стать квалифицированным поставщиком первого уровня для аэрокосмической промышленности. Это также позволило компании дополнительно изготавливать детали, сертифицированные Федеральным авиационным управлением (FAA). Фактически, с тех пор компания работала с SAE International над выпуском нового стандарта для DED с проводной подачей для аэрокосмических деталей, использующих технологию плазменной дуги. Этот стандарт облегчит другим компаниям и поставщикам квалификацию своих процессов DED с подачей по проводам и сертификацию деталей для регулирующих органов, таких как FAA.
Большим преимуществом систем DED с проводной подачей является высокая скорость осаждения. Когда у нас была наша система DED с электронно-лучевой проводкой от Sciaky, мы могли вносить от 450 до 600 мм титана в час. Это на несколько порядков быстрее, чем скорость напыления, которую вы получаете в системах плавления с порошковым слоем, что является еще одной причиной того, что системы DED могут легче масштабироваться для аддитивного производства крупных деталей. На самом деле, широкоформатная система Sciaky может создавать детали длиной до 6 метров или диаметром до 2 метров.
Минусы системы осаждения с применением проволоки
Во-первых, к сожалению, высокие скорости осаждения также являются недостатком DED с использованием проводной подачи металла. Подумайте обо всей энергии, которая необходима для расплавления проволоки с такой высокой скоростью, а также о быстром нагреве и охлаждении, которое происходит внутри детали при ее налавлении. Большой температурный градиент приводит к большому количеству остаточных напряжений в детали, которые могут вызвать значительные искажения, если вы не будете осторожны.
К счастью, программное обеспечение для моделирования теперь может помочь нам обнаружить и смягчить эти искажения до того, как они возникнут, а системы управления с обратной связью, такие как системы визуализации и контроля в реальном времени Scikay, могут помочь управлять тепловой нагрузкой, обеспечивая при этом высокое качество сборки.
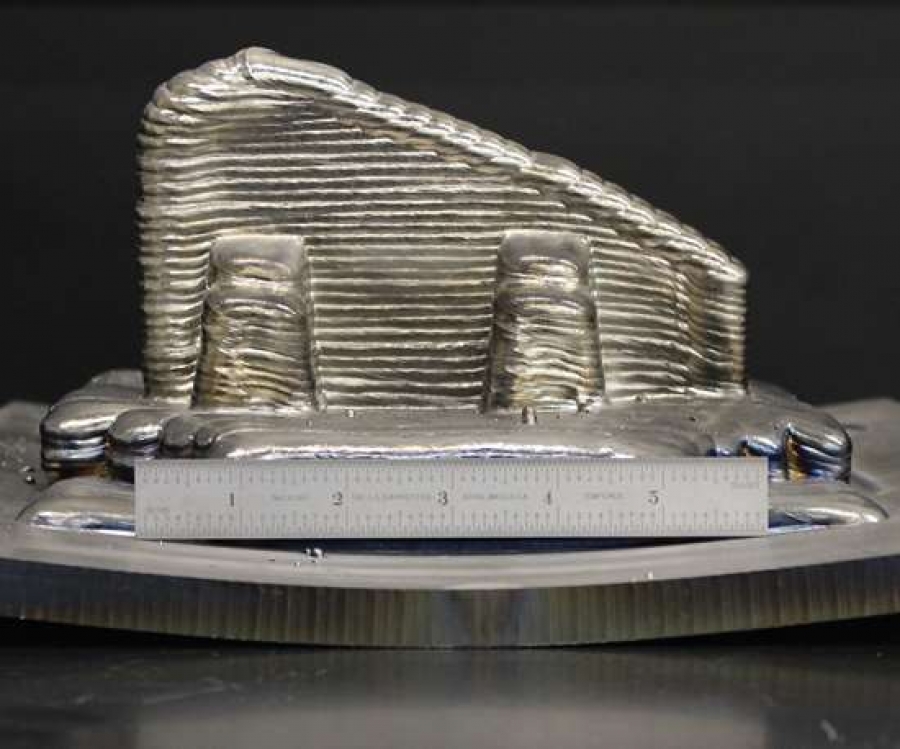
Во-вторых, большим недостатком является точность. Детали строятся быстро, но они не точны, когда речь идет о DED с подачей проволокой.
Это напоминает мне обледенение торта. На торте быстро появляется глазурь, но затем вы должны вернуться и разгладить его, чтобы он выглядел хорошо. Та же идея может быть применена для DED с питанием от проволоки: вы получаете почти чистую форму детали, которая потребует механической обработки и чистовой обработки в соответствии с допусками, что, безусловно, не является плохой технологией получения деталей для профессионалов в области обработки.






