

Обработка материалов с помощью лазеров вылилась в последнее время в мощное направление, которое получило название лазерной технологии. Что представляет собой лазерный луч?- это тепловой источник способный нагреть облучаемый участок детали до больших температур за незначительное количество времени.
Основные плюсы лазерной обработки материалов:
– большое разнообразие процессов обработки самых различных видов материалов;
– высокая скорость выполнения операций по обработке (иногда в 1000 раз большая, чем при механической);
– высокое качество обработки;
– возможность высокоточной прецизионной обработки ;
– селективность воздействия на отдельные участки обрабатываемой поверхности и возможность дистанционной обработки ;
– большие возможности по автоматизации операций, способствующих существенному повышению производительности труда.
К минусам лазерной обработки можно отнести:
– дорогостоящее оборудование, экономическая целесообразность применение которого, возможна при очень интенсивном его использовании в тех областях производства, где оно незаменимо;
– недостаток подготовленного, квалифицированного персонала, для работы, обслуживания, технологической подготовки – ограниченность, а в некоторых случаях невозможность обработки определенных конструкционных материалов (медь, сплавы на ее основе, неметаллические материалы и т. д.);
– для работы станка лазерной резки необходимы специфичные расходные материалы: газы высокой чистоты, специальные масла, жидкости и т. д.
Станки для лазерной резки
Для преобразования лазерного луча в инструмент, нужно сообщить движение подачи по траектории, совпадающей с контуром получаемой детали, либо элементов детали. Независимо типа станка(классификации) , почти все станки лазерной резки, за исключением специальных моделей для обработки различного металлопрофиля, имеют в своей конструкции стол, для размещения на нем листовой заготовки. Размеры стола подбирают из стандартных, чтобы они подходили с размерами металлического листа.
Для повышения производительности, часто в конструкцию станка встраивается второй сменный стол. По данной схеме один стол находится в рабочей позиции – там происходит резка заготовки, второй стол находится в позиции загрузки–выгрузки – там происходит снятие готовых деталей после резки и загрузка заготовки для последующей обработки. Смена столов чаще происходит автоматически, по программе, иногда, на простых машинах, при участии оператора. Применение такой конструкции значительно снижает время, затрачиваемое на установку-снятие деталей и заготовок, что в свою очередь повышает производительность операции.
Исходя из этого можно выделить следующие виды станков для лазерной резки:
- станки предназначенные только для листовой заготовки (в некоторых случаях могут обрабатывать трубные заготовки , нарезать резьбу, снятие фасок с применением специальных зажимных приспособлений)
-станки предназначенные не только для обработки листового металла а так же различных заготовок типа штамповок, отливок, металлопрофиля и труб. Данные станки, как и предыдущая группа, оснащены вращающимся зажимным приспособлением для удобства обработки труб различного размера профиля. Главное отличие данного вида от предыдущей группы это подвижная трех координатная режущая головка.
- станки 3D это узкоспециализированные высокопроизводительные станки для выполнения обработки заготовок различной конфигурации и профиля. Они оснащены различными автоматическими погрузочными и разгрузочными приспособлениями разной конструкции. Режущая головка такая же как и в предыдущем виде.
Для более простой классификации существуют термины которые помогают быстро определить какой станок перед нами 2D, 2D+,3D. Данные термины в большей степени относятся к обрабатываемой заготовке, нежели к самому станку, так как при обработке двухмерной заготовки управление станком всё равно осуществляется по всем трем осям. С трехмерными заготовками сложнее поскольку управление станком идет по пяти координатным осям.
Так же существует другая классификации станков – по движению стола и режущей головки. По этому признаку различают станки с «летающей оптикой», гибридные станки (с подвижным столом) и станки с неподвижной режущей головкой. Станки с «летающей оптикой» – самая распространенная схема. Согласно данной схеме стол с заготовкой неподвижны. Все движения совершает режущая головка а из-за того что стол с заготовкой остаются неподвижны во время обработки достигаются очень высокие скорости движений. Существует минус данной конструкции, что ограничен доступ в рабочую зону из за чего применяется второй сменный стол для удобства конструкции.
Поскольку лазерная резка сейчас активно развивается перед закупкой такого оборудования нужно определить какого типа детали мы на ней будем обрабатывать. Если это будет только листовой материал то не имеет смысла покупать станок для 3D обработки. Основные памятки при покупке станка :
- Определить тип изготавливаемых деталей
- Определить максимальные габариты деталей (лист металла и т.д)
- Мощность лазерного генератора (толщина обрабатываемого слоя металла)
- Дополнительные приспособления
Станки с ЧПУ оборудованные лазерами
В зависимости от типа лазерной резки (типа лазера), а также от количества управляемых координат применяют разные типы систем ЧПУ.
Наиболее простые системы ЧПУ применяются для обработки простых конфигураций заготовок таких как листовой металл. Управление программируется всего по трем координатам. Управление по оси Z происходит при помощи системы слежения которая позволяет производить обработку металлических листов с значительным отклонением от плоскости избегая повреждения режущей головки. (например системы Siemens SINUMERIK)
Более сложные системы ЧПУ используются для объемной обработки заготовок. Для обработки таких заготовок уже используются пять координат, которые включают в себя координаты поворота режущей головки а также наклон режущей головки. Наиболее сложные задачи ставятся перед СЧПУ на станках обработки различного рода металлопрофиля поскольку помимо управления режущей головкой осуществляется управление погрузочными и разгрузочными устройствами. Поэтому на подобных станках ставятся две системы ЧПУ которые совместно управляют всеми устройствами.
Современные системы ЧПУ обладают стандартными функциями :
- ручное бесступенчатое изменение скорости подачи во время выполнения программы;
- изменение давления вспомогательного газа во время выполнения программы;
- фоновое редактирование программы;
- по кадровый просмотр программы с симуляцией выполнения;
- перезапуск программы с последнего места остановки;
- диагностика станка с выводом сообщений о неисправностях и каких-либо ошибках;
- ведение графика регламентных работ с обозначением времени, оставшемся до регламентных работ и выводом соответствующего сообщения на дисплей;
- встраивание СЧПУ в локальную сеть предприятия.
Описание конструкции :
Компоновка основных узлов а так же принцип работы лазерного станка с ЧПУ подобна фрезерному оборудованию для обработки металла.
К основным узлам станка относится:
- станина;
- рабочий стол на направляющих;
- подвижный суппорт горизонтальной плоскости стола с головкой лазерного излучателя;
- портал.
Точное перемещение лазерной головки осуществляется шаговым электродвигателем по управляющей программе от блока ЧПУ. Система ЧПУ контролирует также мощность лазера, работу и перемещение остальных механизмов.
Оптический модуль лазерного оборудования состоит из таких деталей:
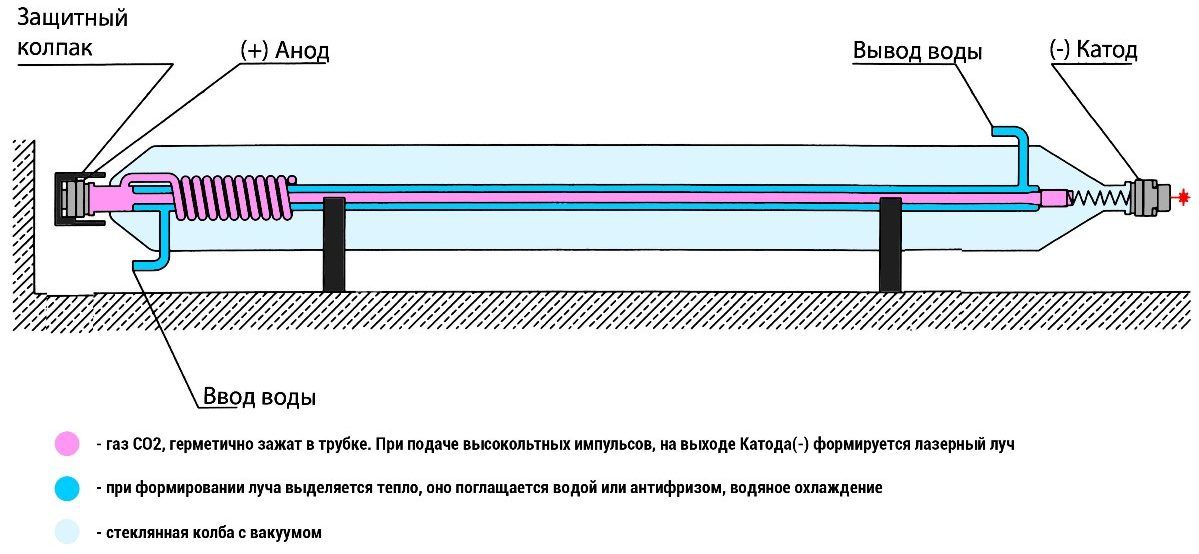
Лазерная трубка имеет несколько отделов: газовая камера заполняется смесью азота, гелия и диоксида углерода. В газовой среде путем подачи напряжения от повышающего трансформатора формируется луч. В системе из линз и зеркал он фокусируется и направляется в рабочую точку. Головка излучателя движется над столом с рабочим материалом в нескольких направлениях и выполняет обработку. Рабочий процесс требует непрерывного охлаждения трубки водой, подаваемой от насоса.
Комплектация лазерного станка с ЧПУ
Стальной корпус станка изготавливают цельной или разборной конструкции. Разборные части корпуса легче транспортировать. В нижней части корпуса предусматривают ящики для хранения. Рабочий стол состоит из ламелей, они легко и быстро снимаются и устанавливаются. Малогабаритные заготовки и мягкие материалы обрабатывают на ячеистой решетке. Перемещение стола управляется вручную рукояткой или кнопкой с панели управления. При обработке толстых деталей используют подъемные столы. Для цилиндрических деталей предусмотрен ротор. Стальные направляющие стола могут иметь прямоугольное или круглое сечение. Модели с круглыми направляющими дешевле. Выше ценятся станки с роликовыми направляющими, обеспечивающими точность и скорость перемещения.
Отвод дыма и газа при работе происходит через вытяжку. Каждый станок комплектуется вытяжкой и компрессором. Для точного прицела предусмотрен лучевой указатель. Красный свет луча указывает место обработки. Электронный блок оснащается контроллером МРС 6535 и 6515, но популярны модели, надежные и простые в работе MPC 05.
На станках применяются лазеры по металлу с различной мощностью и габаритами, с отличиями по типу используемой энергии и составу активной среды.
Лазерный луч получается при появлении следующих компонентов:
- активной среды;
- источника внешней энергии;
- оптического резонатора.
Источник энергии подает в активную среду фотоны с некоторым зарядом. Фотоны извлекают подобные себе частицы. Под действием резонатора фотоны быстрее перемещаются, число столкновений с атомами активной среды возрастает и выбивается больше новых фотонов.
Сквозь полупрозрачное стекло резонатора пропускаются фотоны и выходят как узкий луч. Наведение фокуса луча в одну точку придает ему большой заряд энергии, способный проникнуть в любой материал. В точке фокусировки луча начинается плавление или горение материала. Технология лазерной резки безотходна, потому что отходы просто испаряются.
Среди систем ЧПУ фигурируют такие марки как, Siemens, Fanuc. Их используют производители станков не выпускающие собственные СЧПУ. Многие производители (Trumpf, Mazak, Bystronic и т. д.) оснащают свои станки системами ЧПУ собственной разработки. Считается, что они более приспособлены к условиям лазерной резки и поэтому более эффективны.
Подытожив вышесказанное можно сделать следующие выводы:
– применение лазерных технологий открывает множество уникальных возможностей по росту эффективности, увеличению производительности, гибкости производственных процессов;
– лазерная резка металлов с успехом заменяет такой затратный и неэффективный, в условиях современного производства, способ как вырубка деталей и заготовок из металлического листа;
– лазерная резка позволяет уйти от изготовления дорогостоящей штамповой оснастки для изготовления всего лишь одного наименования детали;
– программная оптимизация раскроя листа, существенно экономит металл.







{kind=link}