
Устройство
Для качественного выполнения порученных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
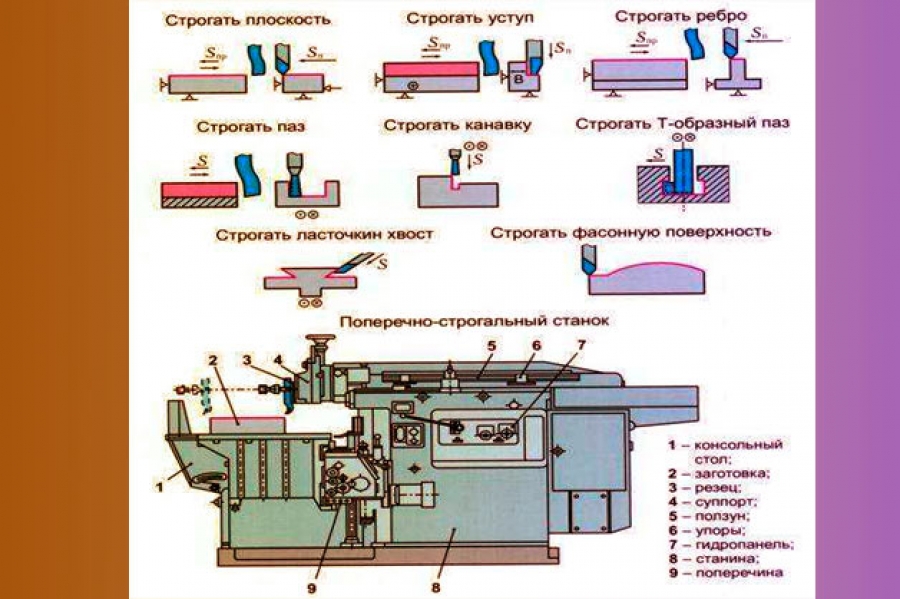
- станина;
- блока управления;
- суппорт с одним или несколькими резцедержателями;
- рама (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первая цифра обозначает номер группы по классификационной таблиц. Для строгальных станков — это цифра 7. Вторая цифра, указывает на тип станка (1 – одностоечный продольно-строгальный; 2 — двухстоечный продольно-строгальный; 3 – поперечно-строгальный; 4 – долбежные; 5- протяжные горизонтальные; и т.д). Третья и четвертая цифры обозначают наибольший размер обрабатываемой детали.
Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. К примеру, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Строгальное оборудование следует использовать в технологических кампаниях по обработке и производству разного типа деталей. Исходные разновидности заготовок проходят процесс многоэтапной обработки на станках определённого вида. В оборудовании, производящемся на предприятии машиностроительного типа, используются детали разных конфигураций и габаритов.
Виды строгальных станков по металлу
Классический строгальный станок по металлу осуществляет контролируемое снятие материала определенной толщины с поверхности заготовки. Отличается как точностью выполнения процесса, так и технологическими схемами.
Основным отличием строгальных станков от фрезерных или токарных является конфигурация заготовки и принцип работы. Она не имеет формы вращения – ее стороны зачастую плоские. Резец обрабатывает одну или несколько сторон детали, жестко фиксирующаяся на рабочем столе.
В зависимости от технологии изготовления различают следующие виды оборудования:
- Станки продольно-строгальные («1» – одностоечные, «2» – с двумя стойками). На них можно придавать определенную форму образцам крупным. Как вариант – одновременно подвергать обработке несколько среднегабаритных заготовок. Резец (их может быть и несколько) зафиксирован, а болванка, закрепленная на специальной платформе (столе), перемещается вместе с ней.
- поперечно-строгальные («3»). Движется режущая часть, а заготовка остается неподвижной. Применяется для изготовления деталей больших размеров. Помимо этого, для увеличения скорости производства одновременно может осуществляться несколько типов операций. Это зависит от количества резцов, установленных в шпиндельные пазы резца – от одного до четырех. В результате обработки происходит формирование выемок, канавок и выборок заданной формы.
Кроме этого, существуют станки специального назначения. Они выполняют схожие операции, но отличаются формой воздействия на обрабатываемую деталь:
- долбежные («4»). Проделывают отверстия, делают выборку металла под канавки, выступы, выемки, шлицы, пазы, то есть используются для специфических операций. Их рабочий инструмент называется «долбяк», зубья которого выполняют функцию традиционных резцов. Головка может быть поворотной, что позволяет производить обработку в нескольких плоскостях, под углом.
- Протяжные («5» – горизонтальные; «7» – вертикальные). В основном – для снятия стружки с заготовок большой длины.
- Фасонно-строгальные («9»). Для обработки поверхностей криволинейных (пуансоны, бухты ж/д вагонов и так далее) или с уступами, когда отдельные сегменты поверхности расположены в разных плоскостях.
Элементы, обладающие формой тела вращения, обрабатываются на одних станках, а корпусные предметы уже на других. Метод продольного сгорания применяется при обработке фасонных и плоских изделий. Чтобы добиться наивысшего показателя чистоты и качества поверхности изделия, стоит использовать отдельные инструменты и технологические процессы.
Уступая фрезерным и токарным моделям в производительности и цене, данное оборудование выигрывает в дешевизне закрепляемого рабочего инструмента и в простоте его заточки. По этой причине такие станки рекомендуют купить при необходимости снятия окалины или формировании точных пазов и канавок в плоских и фасонных заготовках за минимальное число заходов

Резцы для строгальных станков по металлу
Ручной строгальный станок
Строгальные станки по обработке металла применяются для комплектации технологических линий с большой производительностью и ремонтных мастерских. Их преимуществом является относительно простая настройка и обслуживание.
Главным фактором правильной обработки заготовки является выбор соответствующего резца. Он должен быть предназначен для выполнения конкретной операции или иметь универсальную область применения. Для этого в процессе производства резцов применяют болванки из быстрорежущей стали или делают твердосплавные напайки.
Разновидности резцов для строгального оборудования
Резцы, использующиеся для обработки деталей на строгальном станке по металлу, подразделяются по ряду признаков:
- По направлению подачи; (левые и правые)
- По форме головки;(прямые, отогнутые, с оттянутой головкой)
- По способу изготовления;(цельные и составные)
- По виду выполняемой работы.(проходные черновые и чистовые, фасонные, отрезные, канавочные и др.)
Процесс строгания металла происходит лишь при рабочем резце, либо на столах с прочно закреплённой заготовкой.
В тот момент, когда режущий инструмент плотно закреплён в откидном держателе, его процесс изнашивания и истощения будет происходить намного дольше, так как во время обратного хода он начинает откидываться и свободно перемещается по всей поверхности.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, осуществляемые на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации. Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас.
Обзор лучших моделей поперечно-строгальных станков
Строгальное оборудование с возвратно-поступательным движением резца и неподвижной заготовкой, установленной на столе подач, имеет ограниченную сферу применения и задействуется прежде всего в условиях мелкосерийной и разовой выработки. Тем не менее оно имеет свои преимущества и считается окупаемым при необходимости выполнения черновых и чистовых операций по строганию и подготовке пазов в сравнительно небольших заготовках из металла с плоской и фасонной формой.
Модельный ряд этих станков ограничен, но все предлагаемые устройства ценятся за простоту компоновки, высокую точность обработки, надежность и неприхотливость.
Сфера применения
Данное оборудование не является высокопроизводительным, из-за холостого обратного хода и недопустимости высоких скоростей реза вследствие инерционности размеры обрабатываемых заготовок у него ограничены, для массового выпуска изделий из металла продольно-строгальные станки практически не используются. Но они являются наилучшими при необходимости формирования сложных канавок и профилей с помощью резцов или недопустимости задействования вращающихся фрез.
В узле суппорта таких станков закрепляется самый разный рабочий инструмент, включая проходные, подрезные и прорезающие и фасонные резцы, позволяющие выполнять черновые и чистовые операции строгания с присущей им точностью (средние отклонения не превышают 0,03 мм на 300 мм длины заготовки из металла).
В частности, станок поперечно-строгальный успешно используется:
- При строгании горизонтальных плоскостей с помощью универсальных проходных резцов, вертикальных – подрезных в комплекте с упорами.
- Обработке параллельных плоскостей с разделением процесса на два этапа и последовательным выполнением работ
- При строгании наклонных плоскостей путем установки суппорта под углом и обеспечением его подачи в параллельном направлении. Максимальный эффект достигается при необходимости обработки узкой полосы (10-30 мм), при таких параметрах проявляются все преимущества закрепления широкого и не вращающегося резца.
- При выполнении пазов и канавок, включая шпоночные.
- При строгании фасок с помощью вогнутых, выпуклых и аналогичных резцов. При изготовлении зубчатых колес, муфт и кулачков (при условии использования дополнительных специализированных и делительных приспособлений).
Уступая фрезерным и токарным моделям в производительности и цене, данное оборудование выигрывает в дешевизне закрепляемого рабочего инструмента и в простоте его заточки. По этой причине такие станки рекомендуют купить при необходимости снятия окалины или формировании точных пазов и канавок в плоских и фасонных заготовках за минимальное число заходов.

Устройство и принцип работы оборудования
Компоновка узлов отличается простотой и включает несколько крупных элементов:
1. Фундаментную плиту с устойчивой станиной, фиксируемой болтами. Строгальный станок по металлу представляет собой довольно массивную конструкцию и весит не менее 1800 кг.
2. Ползун с вмонтированным суппортом, удерживающим и регулирующим положение строгального резца, и механизм его подачи.
3. Шкаф или кожух с двигателем (преимущественно асинхронными) и электрооборудованием и привод. Строгальные виды станков оснащаются кулисным, кривошипным, шестерным, переносным или гидравлическим механизмами передачи, первая группа является самой распространенной, но имеет сравнительно ограниченную длину хода ползуна (до 700 мм), разновидности с движением в пределах 700-1000 мм как правило гидрофицированы и имеют отдельный привод для осуществления ускоренного возврата суппорта.
4. Рабочий стол со стойками для дополнительного крепления и усиления жесткости и направляющими для горизонтального перемещения. У усовершенствованных модификаций он является наклонным.
Поперечное строгание в этих станках осуществляется с помощью совершающего возвратно-поступательные перемещение ползуна с закрепленным резцом с разными сечением и формой, в ходе контакта с инструментом сама заготовка остается неподвижной.
Снятие метала или формирование паза при этом осуществляется во время рабочего хода узла суппорта, после чего следует его холостой ход (как правило ускоренный в несколько раз) с возвратом в исходное положение. По завершении каждой возвратной операции станок осуществляет движение подачи стола в поперечном направлении относительно главного хода.
Основной размерной характеристикой является длина хода ползуна, варьирующаяся от 200 до 2400 мм, при среднем диапазоне 500-700. Суппорт с резцом способны перемещаться в продольном и вертикальном направлении и поворачиваться вокруг горизонтальной оси. Скорость его движения наряду с габаритами и параметрами подач стола оказывают прямое влияние на функциональность и размеры обрабатываемой заготовки. Устройства питаются от трехфазной сети и имеют простое управление.
Обзор модельного ряда станков
Основным разработчиком и производителем строгального оборудования данной группы является Оренбургский СЗ, приобрести готовые, отремонтированные или модернизированные устройства предлагают многие отечественные компании («Станкокомпания СД», «Прессмаш», «Станочный мир»), среди б/у станков хорошие отзывы продукция Гомельского СЗ. Модели имеют в целом сходную конструкцию, различия проявляется в габаритах, мощности и параметрах обрабатываемой заготовки. Основные показатели наиболее распространенных из них представлены ниже:
7305Т
Базовая модель поперечно-строгального станка, поставляемая без долбежной головки по цене от 680000 рублей и используемая при обработке плоских и фасонных изделий из металла во всех плоскостях, включая наклонную.
|
Характеристика |
7305Т |
7307ГТ |
|
Ход ползуна, мм: |
|
|
|
наибольший для строгания |
500 |
710 |
|
наибольший для долбления |
200 |
250 |
|
Размеры верхней рабочей поверхности стола, мм |
500х400 |
710х450 |
|
Частота ходов ползуна, дв.ход/мин |
13,2-150 |
10,6-118 |
|
Подача стола, мм/дв.ход: |
|
|
|
Горизонтальная |
0,2-5,0 |
|
|
Вертикальная |
0,04-1,0 |
|
|
Мощность главного привода, кВт |
5,5 |
|
|
Масса 7305Т станка (без принадлежностей) кг, мах |
1980 |
2770 |
|
Габаритные размеры станка, мм |
2380х1085х1560 |
2790х1375х1665 |
|
Габаритные размеры упаковки, мм |
2400х1306х1620 |
2800х1400х1740 |
Данное оборудование выделяется повышенной жесткостью станины и направляющей и обладает хорошим ресурсом по мощности (до 5500 Вт), способствующими точному выполнению чистового, чернового и тонкого строгания.
Станок оснащен поворотным столом 500×400 с 25 подачами и тремя Т-образными пазами для захвата заготовок при ходе ползуна до 510 мм и вылете до 560 максимальное расстояние между горизонтальной плоскостью и направляющими у него составляет 40 см.
7307ТД
Расширенная модификация 7305Т с долбежной головкой и увеличенным до 710 ходом ползуна. Этот поперечно-строгальный станок по аналогии с предыдущим рекомендуют купить при обработке плоских и фасонных заготовок из твердых материалов (допускаемое усилие резания достигает 19,6 кН), при равной мощности и скорости перемещения стола он выигрывает в функциональности и увеличении рабочего пространства.
Это сказывается на цене, в новом состоянии эту модель можно приобрести от 800000 рублей и выше. При этом его оптимальной сферой применения являются предприятия с единичными и мелкосерийными условиями производства.
7Б35
Строгальное оборудование для обработки резцом заготовок с длиной до 500 мм включительно и формирования в них пазов и канавой с разной формой и глубиной в пределах сечения рабочего инструмента 20×32 мм. Модель была разработана с целью установки в ремонтных, механических и инструментальных цехах предприятий машино- и приборостроения при сравнительно малых объемах производства (единичный и мелкосерийный выпуск деталей из металлов).
В базовом исполнении 7Б35 имеет неповоротный стол с 20 подачами и ручным, механическим и укоренным перемещением, модели с универсальными поворотными конструкциями изготавливаются под заказ. Станок оснащен узлом централизованной смазки и стружносборником, ориентировочные затраты при его покупке в базовой комплектации и хорошем состоянии составляют 600000 рублей.
7М36 и 7М37
Поперечно-строгальный станок Гомельского СЗ являющийся базовым для моделей с универсальным поворотным столом и копировальными устройствами, используемый для обработки поверхностей их металла с длиной ползуна до 700 мм включительно. В настоящий момент модель снята с основного производства и заменена усовершенствованными долбежными аналогами, но благодаря надежности узлов и гидравлическому приводу она все еще используется в механических цехах машиностроительных предприятий и реализуется в б/у состоянии по цене от 140000 рублей и выше.
Станок имеет 2 электродвигателя (главный обеспечивает запуск всех узлов, вспомогательный – быстрое перемещения рабочего стола с размерами 450×700 и 560×1000 мм соответственно), смазка его станины и направляющих ползуна осуществляется автоматически, это же относится к подаче суппорта и резца.
ОД61-5
Комбинированное строгальное оборудование с долбежной головкой, используемое при обработке плоских, фасонных и наклонных поверхностей и прорезания канавок и пазов в заготовках с длиной не более 500 мм. ОД61-5 соответствует всем требованиям, выдвигаемым к станкам 7305ТД и 7307 ТД, уступая в размерах выпускаемой детали он выигрывает в функциональности за счет оснащения трехпозиционным поворотным и круглым столами.
|
Характеристика |
ОД61-5 |
ОД61-7 |
|
Ход ползуна, мм: |
|
|
|
наибольший для строгания |
500 |
710 |
|
наибольший для долбления |
200 |
200 |
|
Размеры рабочей поверхности стола, мм |
|
|
|
поворотного стола в горизонтальном положении |
500х400 |
710х450 |
|
наклоняемого стола |
360х360 |
360х360 |
|
Диаметр рабочей поверхности круглого стола, мм |
360 |
|
|
Частота ходов ползуна, дв.ход/мин |
13,2-150 |
10,6-118 |
|
Подача стола, мм/дв.ход: |
|
|
|
Горизонтальная |
0,2-5,0 |
|
|
Вертикальная |
0,04-1,0 |
|
|
Мощность главного привода, кВт |
5,5 |
|
|
Масса 7305Т станка (без принадлежностей) кг, мах |
2200 |
3000 |
|
Габаритные размеры станка, мм |
2410х1300х1560 |
2820х1575х1665 |
|
Габаритные размеры упаковки, мм |
2306х1238х1710 |
2426х1268х1825 |
Помимо обычных операций по строганию с его помощью выполняется обработка поверхностей с заданным уклоном, формирование шлицевых отверстий, шпоночных пазок и другие долбежные работы.






