
Логическая задача отвечает за управление автоматическими системами станка. За управление всеми рабочими процессами станка на производстве отвечает технологическая задача управления. Ниже рассмотрим несколько ключевых вопросов, которые широко раскрывают особенности данной темы.
Причины образования погрешностей обработки деталей
При обработке деталей резанием возникают различные погрешности. Эти погрешности могут зависеть от нескольких факторов, таких как:
А) неточность оборудования, которая возникает из-за неточности в размерах и формах деталей станков.
Б) неточность форм и размеров инструментов и оснастки, применяемых для изготовления деталей
В) не правильная установка заготовок в станке, из-за чего возникают деформации под действием силы резания.
Г) не правильное измерение деталей, из-за неточности измерительного инструмента.
Различают несколько видов погрешностей. Например, погрешность установки заготовки в станке может возникать из-за зазора между элементами в приспособлении и сопрягаемыми с ним поверхностями заготовки. Могут возникать погрешности при базировании заготовки, когда установочная и измерительная базы находятся на разных поверхностях. Чащу всего подобная погрешность может возникать при автоматической настройке оборудования.
Управление точностью установки деталей
Для повышения точности установки и производительности обработки деталей на станках обычно применяются различные средства активного контроля, а также необходима специальная настройка станков с помощью систем автоматического регулирования.
Давайте разберем, что такое активный контроль – это ряд методов контроля, при котором рабочий вручную или с помощью автоматических средств контролирования осуществляет манипуляции на технологический процесс изготовления детали.
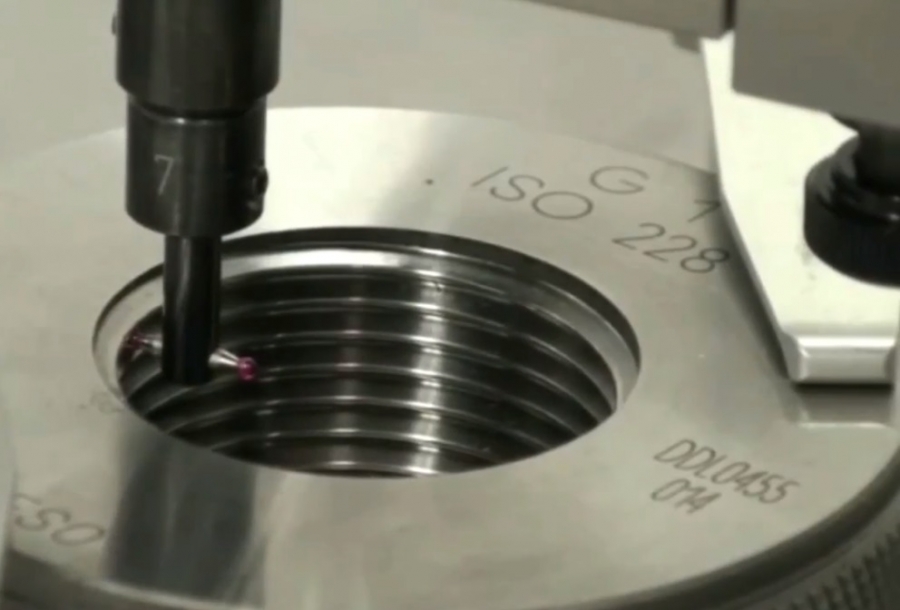
Таким образом, при установке заготовок возникают погрешности которые не возможно определить расчетным путем. Чтобы минимизировать их возникновение после установки поверхности детали проверяют с помощью специальных измерительных головок. Когда получили результат измерения погрешности, данные вводятся в память компьютера станка, координаты согласуются, тем самым программа считается пригодной, можно приступать к работе.

Управление статической настройкой технологической системы
Процесс, заключающий в себе первоначальные настройки точности станка, инструмента и приспособления в режиме покоя (без резания) называют статической настройкой технологической системы. Тем самым получают полное взаимосогласование этих трех систем координат – станок, инструмент, приспособление. Сформированные данные хранятся в базе данных станка с числовым программным управлением.
При резании под действием нагрузок, возникают погрешности, которые могут нести случайный или систематический характер.
Одним из вариантов статической настройки считается размерная под настройка – управление возобновлением при резании всех точностных характеристик, касающихся инструмента, оборудования, и приспособлений для продолжения технологического процесса рабочим с требуемым качеством в соответствии с технологической документацией.
Для выполнения статической настройки используют три метода:
- метод пробных проходов - связан с установлением координат режущего инструмента в системе координат заготовки;
- абсолютный метод - связан с установлением координат инструмента в системе координат станка;
- относительный метод - связан с установлением в промежуточной системе координат данные инструмента относительно координатной системы станка, которая известна.
На производстве чаще применяют два последних метода, выполняемые с помощью измерительных головок
Управление динамической настройкой технологической системы
Динамическая настройка – необходима в условиях механической обработки, из-за снижения характеристик влияющих на точность системы. К факторам влияющим на точность относятся деформации, повышенная температура в зоне резания и вибрации. Под действием таких факторов появляются несоответствия размеров, углов и не сопряжения поверхностей. В следствии этих изменения возникают различные отклонения точности, заданные от настройки, рассмотренной в предыдущем пункте.
Так же в период резания могут появляться смещения взаимного расположения режущего инструмента и обрабатываемой заготовки.
Конструктору необходимо просчитать возможные варианты таких изменений, «мысленно» перенести все изменения на инструмент, которым выполняется обработка, тем самым сохраняя положение заготовки таким, каким оно было при статической настройке. Размеры, которые мы учли называют размерами динамической настройки. С их помощью можно проанализировать причины возникновения изменения взаимного расположения заготовки и инструмента.
Классификация адаптивных систем управления
Термин «Адаптация» имеет несколько значений, от этого возникают как минимум два значения термина адаптивных систем управления в машиностроении:
Очувствленные (сенсорные) – это системы, которые имеют сенсорные датчики, отвечающие за получение информации, о состоянии системы в которой проходит какое либо действие. Полученные данные позволяют решить множество технических и технологических задач на предприятии, формируют сигналы управления в системе.
Обучающие – это системы, работающие в следствии определенного алгоритма действий. Алгоритмы в данном случае могут меняться в обучающих целях, для улучшения качества принятия решения в заданной ситуации.
На предприятии предусмотрены обучающие и сенсорные роботы, которые называются адаптивными.
Очувствленные системы управления можно различить по нескольким направлениям:
По функциональному назначению на предприятии эти системы могут быть разделены на адаптивные системы манипуляционными и подвижными роботами.
Наиболее важными признаками для классификации рассматриваемых адаптивных систем управления являются характеристики применяемых сенсорных устройств.
По возможности моделирования функций биосенсоров технические сенсоры можно классифицировать на:
Визуальные сенсоры служат для дистанционной передачи и получения данных о геометрических, физических и прочих характеристиках внешней среды (цвет, свойства обрабатываемого материала). Существует большое число средств технического оснащения, которые могут быть применены для решения технологических задач.
Слуховые (акустические) сенсоры применяются для восприятия, оценки и понимания звуковых колебаний и распознаванию на их основе требуемого акустического типа. Важное значение звуковые устройства имеют для создания связи между человеком-оператором и роботом.
Тактильные сенсоры способствуют фиксированию связей с предметами производства. Они широко применяются для очувствления схвата манипулятора и корпуса робота.
Кинестетические сенсоры создают мышечное ощущение, которое позволяет получить данные о положении и состоянии отдельных органов и усилиях в них.
Подобные задачи определяются в технике с помощью датчиков положения, скорости, измерителей усилий и моментов. По полученным данным от датчиков усилий и моментов в шарнирах манипулятора могут быть определены силовые и моментные характеристики взаимодействия с внешними объектами.
Для решения разнообразных задач адаптивные роботы должны иметь соответствующие «радиусы очувствления», т.е. воспринимать сенсорную данные на требуемом расстоянии.
Сенсорные устройства ближнего и дальнего действия разрешают получать бесконтактным методом дынные о обработке вблизи робота и в объеме всей рабочей зоны соответственно.
Сенсорные устройства сверхдальнего действия могут применяться для управления, контроля и регулирования транспортными и исследовательскими роботами в составе различных навигационных систем.

Перейдем к рассмотрению областей применения и классификации систем управления с адаптивными алгоритмами обработки информации (адаптация в узком смысле).
1. Исполнительный уровень – поступающие сигналы, определяют необходимые преобразования объединенных координат, степеней подвижности управляющей системы. Этот уровень представляет собой несколько вариантов приводов — электропривод, пневмопривод или гидропривод, с помощью которого обеспечиваются требуемые усилия в каждой из степеней подвижности.
Эти усилия определяются весовыми и геометрическими характеристиками объектов, которые робот должен перемещать. В зависимости от этих характеристик изменяется нагрузка привода с возможным снижением качества работы. Кроме того, изменение трения и зазоров в шарнирах кинематической цепи системы также влияет на динамические характеристики привода.
Поэтому в большинстве случаев нужно использовать принципы адаптации для конструирования привода, обеспечивающего требуемые характеристики работы исполнительного уровня в условиях указанных изменений характеристик.
2. Тактический уровень – объясняет необходимое движение рабочего органа на соответствующие перемещения степеней подвижности. Обычно робот в машиностроении (манипуляционный или локомоционный) обладает большим количеством ступеней подвижности, что обеспечивает уникалную возможность построения адаптивного тактического уровня, автоматически перестраивающего работу приводов исполнительного уровня при резком снижении характеристик или выходе из строя какого-либо из них.
3. Распознавание объектов и их анализ. Обычно, робот взаимодействует с 3D объектами, которые произвольно ориентируются и распологаются в разных местах действия робота. Импульсы, поступающие от сенсора, для каждого случая месторасположения объектов могут быть различными. Для конструирования нужной системы восприятия может оказаться рациональным применение основ построения учебных систем идентификации образов, концепция которых интенсивно развивается.
4. Система планирования. Принципы и ходы обучения в данной системе проектирования обычно связывают с изменением и информации в модели среды. Эти процессы рассматриваются как особенная черта искусственно созданного интеллекта. Один из возможных вариантов процесса обучения при планировании может заключаться в следующем – предположим, что робот может по определенному заданному алгоритму формировать план действий в некой ситуации, но при этом существуют возможность внесения изменений этих принципов на первооснове приобретения опыта.
Актуальность адаптивного управления, системы предельного и оптимального управления, датчики
При современных методах изготовления деталей и уровне станков на производстве различают два типа управления адаптивных систем: предельного и оптимального управления.
К предельному типу относят системы, которые могут обеспечить постоянное значение показателей при резании металла (заготовки) при различных условиях работы. Для того, чтобы станок мог работать на всю мощность, необходимо такое устройство измерения, которое могло бы контролировать все изменения работы. Например, изменение подачи, пи колебаниях снятия припуска и различных показателях твердости заготовки.
Системы оптимального управления могут автоматически определять скорость резания и критерии подачи в процессе резания, учитывающие все технические требования
При работе на таких системах, программа-оптимизатор с помощью менеджера задач вводит поправки, саморегулируется скорость резания и число подачи, до тех пор, пока показатель не попадёт в нужную зону.
Конечно, для контроля всех показателей в современных станках, в системе управления устанавливают датчики. У каждой системы имеется свой код, и соответствующий кодовый датчик, который считывает фактические значения и сравнивает с программой.
Импульсы в системе сравниваются с импульсами, исходящими с начальной программы, выработанных датчиками в соответствии с числом фактического перемещения. Если числа, заданные и отработанные датчиком совпадают, то двигатель привода станка отключается.
Заключение
Таким образом, изучив вопрос о системах управления можно сказать, что современное машиностроение развивается и не стоит на месте. Работая на современном оборудовании можно минимизировать возможность возникновения погрешностей при обработке деталей, увеличить точность установки заготовок.






